The Norfolk Southern train derailment and fire in East Palestine, OH, has spread into the political dumpster. By not appearing near the crash site promptly, both Biden and Buttigieg are feeling the heat of the GOP panic machine. The single plank on the GOP platform is to knock down Democrats at every opportunity. While the news organs of the GOP are busy trying to blame the Biden administration for the accident, fire and contamination, citizens are expressing dismay over not knowing what to do going forward. They aren’t receiving much advice or direction from EPA about how much they should be worried about contamination and exposure to the released chemicals. In fact, on the ground it has been hard to see the hand of government anywhere. Their frustration is normal and understandable. I would be frustrated too.
Let’s step back a minute and examine the situation from 50,000 ft. The last thing we want in government is for a proper response to an emergency of this scale to require the president to personally lead the emergency response. The same is true for the Secretary of Transportation. Good leaders delegate responsibility to specialists for situations like this. Good leaders are watchful but stay out of the way of the experts. Good leaders make sure that the people on the ground have the resources they need to do their jobs. Ok, Biden didn’t respond publicly to the situation early enough, but that is not to say that things weren’t happening. But, he has 330,000,000 American back-seat drivers to make happy. That’s his job.
Let’s remind ourselves that Biden and NATO are also busy trying to prevent the start of WWIII.
As with an emergency of any scale, it takes responders some time to understand the situation and then to bring resources to bear. In the mean time, the NTSB was promptly dispatched and has already published preliminary report RRD23MR005 on the event. It is very interesting to see that many of the safety systems worked. The overheated wheel was detected and an emergency braking procedure was put into action just before the derailment occurred.
Ok, Biden and Buttigieg could have been quicker to publicly extend sympathy and the promise of relief. Complaining about this is like accusing grandma of not giving you a kiss while she was trying to put out a fire in the kitchen. But contrast this PR error of omission with the antics of #45 in Puerto Rico after the recent hurricane. Remember how he tossed rolls of paper towels as mock support during an interview down there? MAGA people have no leg to stand on with presidential expressions of sympathy.
As far as what kind of toxic threat there is to humans and what potential environmental insult there will be, the situation has not fully played out yet. This will need to be studied for years. There is acute toxicity and there is chronic toxicity. With most chemicals there will be a clear dose-response relationship with chemical dosing if you choose the right experiment to do. However, that relationship can become quite uncertain with low dosing. The health effects of exposures from the East Palestine derailment cannot be measured with high precision over the long haul. Genuine toxic effects are over-printed on a background of natural disease. Diseased tissues do not have little signs that say “I was caused by vinyl chloride dosing”. Histology can characterize cell types and correlate them with known chemical insult, but only a jury can say if any particular conclusion will hold up in court. With toxicity effects, certainty is not always what you get.
Paracelsus said in 1538 that “All things are poison, and nothing is without poison; the dosage alone makes it so a thing is not a poison“. That observation is still true today.
When I think “train wreck” I usually think of #45’s presidency. But here I refer to the actual Feb 3, 2023, Norfolk Southern train wreck in East Palestine, OH. A very long train carrying, among other things, tankers of hazardous chemicals had a derailment and fire near the small town of East Palestine, OH, along the southwest Pennsylvania border. It was a true calamity releasing hazardous chemicals, some of which caught fire and burned for days. It isn’t clear as yet as to what burned and what didn’t. The extent of pollution will eventually be released by authorities and monitored for years to come.
Early reports have claimed that the accident started with an overheated wheel bearing. It would be interesting learn how this could lead to a derailment. The root cause analysis will be interesting.
NTSB chair Jennifer Homendy explained that the train in this accident would not have been required to utilize the ECP braking system even if the FAST Act was not repealed, because the term high-hazard flammable train means a single train transporting 20 or more tank cars loaded with a Class 3 flammable liquid. As it had only three such placarded train cars, the derailed train did not meet the qualifications of a “high-hazard flammable” train.
ECP stands for Electronically Controlled Pneumatic brakes. The Wikipedia page describes the pathetic political kerfuffle over these brakes and how certain groups fought the requirements for them.
The Washington Post released a piece, dated Feb 18, 2023, about it showing some interesting pictures. One aerial shot captures the wreckage along with what the cars were carrying. A security camera caught the train moving along with a large fire blazing under one car minutes before entering town. The video has since been removed.
The burning vinyl chloride (and … ?) produced a toxic plume that by some accounts was also corrosive. I assume this to be due to the burning of an organic chloride releasing hydrochloric acid vapors. According to Wikipedia, of the 150 cars in the train some 38 train cars were derailed.
Substances in cars that were derailed according to the Washington Post-
Vinyl chloride
Polyethylene
Dipropylene and propylene alcohol
Semolina (a wheat flour)
Polyvinyl chloride (PVC)
Ethylhexyl acrylate
Petroleum lubricating oil
Diethylene glycol
Isobutylene
Butyl acrylate
Benzene
Much was made in the news about burning vinyl chloride and noxious fumes, but I haven’t heard an accounting of what actually burned. Any release of acrylate monomers is especially unfortunate since as a group, they can be nasty lachrymators. This will take years to get through the courts.
According to Reuters, a 6 mm diameter by 8 mm long capsule of radioactive Cesium-137 was lost along the 1400 km road between a storage facility in suburban Perth and Rio Tinto’s Gudai-Darri iron mine in the Kimberley region of western Australia. The source was lost sometime between January 12 and the 25th, 2023. The capsule had been attached to a piece of equipment in a crate but evidently vibrated loose in transport from a road train– a multi-trailer vehicle- and fell off. While the activity was not disclosed the source was described as one that “emits radiation equal to 10 X-rays per hour”.
On February 1, 2023, the source was reportedly located after a week-long search along the 1400 km road. It was discovered by a vehicle moving at 70 kph with special detection equipment.
This post is an update of a post I wrote on Mole-Day of 2011. It is a brain dump that summarizes much of what I’ve learned about dealing with potentially explosive chemicals in the manufacturing environment. Very few chemists actually have to deal with explosive chemicals in their work activities. It is actually quite uncommon. No doubt some important considerations have been left out and for that I apologize.
The Prime Directive: If you choose to bring in or make a chemical substance in your facility, you must develop in-house expertise in the safe handling and use of that substance. Do not expect to rely on outside expertise for it’s safe use. Always strive to build in-house expertise in regard to chemical properties and safety- never farm this out to consultants. This includes proper engineering and broad knowledge of reactive chemical hazards.
Safety has a substantial psychological component. You can build into a chemical manufacturing process extensive engineering and administrative controls for safe operation. These layers of control are concrete and definable. What is fuzzy, however, is the matter of how people behave. In particular, I’m thinking of getting people to behave in a particular way over the long haul. Keeping people operating safely over long periods of time where no adverse events happen poses special problems. Especially in regard to low frequency, high consequence events. Cutting corners and improper use of PPE is not uncommon and should be expected. Something expected can be watched for continuously.
In safety training I mention that handling a hazardous material is like handling a rattle snake. You have to exercise the due caution every single time you pick up that snake. You do not accumulate and bank safety credits for previous safe handling. Everybody understands this already at some level. But the possibility of drift in safety practice over time needs to be emphasized.
The best strategy I know of besides complete process automation is recurrent safety training along with vigilant management. Successful safety management requires proper supervision by alert supervisors. Management by walking around helps with this. Well written process instructions that anticipate practical problems are essential. Holding people accountable for following Standard Operating Procedures is critical. Working conditions conducive to focus are always good. Operational rotation with may be helpful.
In chemical safety, the biggest worry is typically the potential for an explosion. What should you do if a raw material or product in a process may be explosive or has explosive features on the molecule? Good question. First, someone in the R&D chain of command should have knowledge of the list of known explosophores. It’s not a big list. PhD chemists in R&D should know this anyway. Explosive molecules have certain chemical bonds that are weakest and are known as “trigger bonds“. It is thought that the rupture of these trigger bonds initiates explosive decomposition of the substance.
Just because a material has explosive properties does not automatically disqualify it for use. Azides and nitro compounds are used safely every day. But, to use a chemical safely you must accumulate some knowledge on the type and magnitude of stimulus that is required to give a hazardous release of energy.
For any given hazard, it is my personal policy to learn as much about the nature of the hazard at the chemical and bulk level as I can. I believe that it is important to know more about something than what is immediately called for. That is the difference between education and training. This is how you build expertise.
Some comments on the release of hazardous energy. Hazardous energy is that energy which, if released in an uncontrolled way, can result in harm to people or equipment. This energy may be stored in a compressed spring, a tank of compressed gas, the stable chemical bonds of a flammable material, the unstable chemical bonds of an explosive material, or as an explosive mixture of air and fuel. A good old fashioned pool fire is a release of hazardous energy as well. Radiant energy heating from a pool fire can easily and rapidly accelerate nearby materials past the ignition point. Good housekeeping goes a long way towards preventing the spread of fires.
Applying and accumulating energy in large quantities is common and actually necessary in many process activities. In chemical processing, heat energy may be applied to chemical reactions. Commonly, heat is released from chemical reactions at some level ranging from minimal to large. The rate of heat evolution in common chemical reactions can be simply and reliably managed by controlling the temperature or rate of addition of reactants where two reactants are necessary. However, reactions do not always evolve significant power output immediately on mixing of the reactants.
Induction periods are potentially dangerous and must be identified prior to scale up. The appearance of an exotherm very early in a feed operation is a good indication that the reaction has begun. However, a thermogram from a reaction calorimeter showing the temperature and power output (watts) versus the feed mass will indicate if the reaction is slow and accumulation of reagent (energy) is occurring. This can be teased out early by adding a small shot of reactant feed (a few %) and watching the power profile. The ideal profile is where the power output starts promptly, peaks and then promptly decays to baseline. This is a good indicator of the absence of accumulation. Generally, the kinetics are most favorable at the beginning of the reagent feed and taper off to zero as reactants are consumed. Some accumulation is usually tolerable from the heat load perspective. This is a good thing because a thermogram showing some accumulation could lead to an unnecessarily long feed time. A reaction calorimeter can give the peak wattage per kilogram of reaction mass. An engineer should be able to estimate the maximum controllable heat flux for a given reactor. Without being too specific, it is in the range of several tens of watts per kg of reaction mass according to one reference I know.
There are explosive materials and there are explosive conditions. If one places the components of the fire triangle into a confined space, what may have been simple flammability in open air is now the makings of an explosion. Explosive materials have two legs of the fire triangle built into the molecule- the oxidizer and the fuel separated by only nanometers. However, the composition of the explosive itself may not produce a balanced reduction/oxidation reaction. The oxygen balance is a easily calculated number that will indicate whether or not there is an excess or deficit of oxygen in an explosive substance. For example, ammonium nitrate has a 20 % excess of oxygen. Fuel oil can be added to bring the fuel/oxidizer ratio into redox balance. This mixture is referred to as ANFO.
In a chemical explosion, heat and increasing pressure can do PV work on the contents and containment. Minimally, the outcome will be an overpressure with perhaps the blowing of a rupture disk on a reactor. In another situation, the equipment may blow apart and send fragments flying away at high speed with an expanding fireball.
There is a particular type of explosive behavior called detonation. Detonation is a variety of explosive behavior that is characterized by the generation and propagation of a high velocity shock through a material. A shock is a high velocity compression wave which begins at the point of initiation and propagates throughout the bulk mass of explosive material. Interestingly, because it is a wave, it can be manipulated somewhat by reflection and refraction. This is the basis for explosive lensing and shaped charges. It is characteristic of detonations to produce shredded metal components. Detonations have a very large rate of pressure rise, dP/dt. The magnitude of dust explosions is commonly performed by a few commercial test labs out there. One of the important test results is the Kst value showing the magnitude of the explosive force.
Detonable materials may be subject to geometry constraints that limit the propagation of the shock. A cylinder of explosive material may or may not propagate a detonation wave depending on the diameter. Some materials are relatively insensitive to the shape and thickness. A film of nitroglycerin will easily propagate as will a slender filling of PETN in detonation cord. But these compounds are for munitions makers, not custom or fine chemical manufacturers. The point is that explosability and detonability is rather more complex than one might realize. Therefore, it is important to do a variety of tests on a material suspected of explosability. The type and magnitude of stimulus necessary to produce an explosion must be understood for safe handling and shipping.
A characteristic of detonable explosives is the ability to propagate a shock through the bulk of the explosive material. However, this ability may depend upon the geometry of the material, the shock velocity, and the purity of the explosive itself. There are other parameters as well. Marginally detonable materials may lose critical energy if the shape of the charge provides enough surface area for loss of energy.
Explosive substances have functional groups that are the locus of their explosibility. A functional group related to the initiation of explosive behavior, called an explosophore, is needed to give a molecule explosability. Obvious explosophores include azide, nitro, nitroesters, nitrate salts, perchlorates, fulminates, diazo compounds, peroxides, picrates and styphnates, and certain hydrazine moieties. Other explosophores include the hydroxylamino group. HOBt, a triazole analog of hydroxyamine, hydroxybenzotriazole, has injured people, destroyed reactors and caused serious damage to facilities. Anhydrous hydroxylamine has been the source of a few plant explosions as well. It is possible to run a process for years and never cross the line to runaway as was the case for these substances.
Let’s go back to the original question of this essay. What do you do if you find that a raw material or a product is explosive? The first thing to do is collect all available information on the properties of the substance. In a business organization, upper management must be engaged immediately since the handling of such materials involves the assumption of risk profiles beyond that expected.
At this point, an evaluation must be made in relation to the value of the product in your business model vs the magnitude of the risk. Dow’s Fire and Explosion Index is one place to start. This methodology attempts to quantify and weight the risks of a particular scenario. A range of numbers are possible and a ranking of risk magnitude can be obtained therein. It is then possible to compare the risk ranking to a risk policy schedule generated beforehand by management. The intent is to quantify the risk against a scale already settled upon for easier decision making. A problem with this approach is that it requires numerical values for risk which might be difficult to come by.
But even before such a risk ranking can be made, it is necessary to understand the type and magnitude of stimulus needed to elicit a release of hazardous energy. A good place to start is with a DSC thermogram and a TGA profile. These are easy and relatively inexpensive. A DSC thermogram will indicate onset temperature at a given temperature ramp rate and energy release data as a first pass. Low onset temperature and high energy release is least desirable. High onset temperature and/or low exothermicity is most desirable.
What is more difficult to come to a decision point on is the scenario where there is relatively high temperature onset and high exothermicity. Inevitably, the argument will be made that operating temperatures will be far below the onset temp and that a hazardous condition may be avoided by simply putting controls on processing temperatures. While there is some value to this, here is where we find that simple DSC data alone may be inadequate for validating safe operating conditions.
Onset temperatures are not inherent physical properties. Onset temperatures are kinetic epiphenomena that are dependent on the sensitivity of the instrument, sample quality, the Cp of both the sample and the crucible, and the rate of temperature rise. What may be needed once an indication of high energy release is indicated by the DSC is a determination of time to maximum rate (TMS). While this can be done with special techniques in the DSC (i.e., AKTS), TMR data may be calculated from 4 DSC scans at different rates, or it may be determined from Accelerated Rate Calorimetry, or ARC testing. Arc testing gives time, temp, and pressure profiles that DSC cannot give. ARC also gives an indication of non-classical liquid/vapour behavior that is useful. ARC testing can indicate the generation of non-condensable gases in the decomposition profile which is good to know.
Time to maximum rate is measured in time at a specified temperature. Many people consider that a TMR of 24 hours at the process temperature is a minimum threshold for operational safety. Others might advise 24 hours 50 or 100 C above the maximum operational temperature. If you contemplate using this parameter, it is critical to get testing from a professional lab for a time at a particular temperature. This kind of test will produce a formula that you can calculate TMR values at a given temperature. Bear in mind, however, that no outside safety consultant will tell you what you must do for liability reasons. You must develop enough in-house expertise to make this decision for yourself.
The standard tiered test protocol for DOT classification is a good place to start for acquiring data on explosive properties. Several companies do this testing and give ratings. There are levels of testing applied based on the result of what the lower series tests show. Series 1 and 2 are minimally what can be done to flesh out the effects of basic stimuli. What you get from the results of Series 1, 2, and 3 are a general indication of explosibilty and detonability, as well as sensitivity to impact and friction. In addition, tests for sensitivity to electric discharge and dust explosion parameters should be performed as well.
The card gap test, Konen test, and time-pressure test will give a good picture of explosive behavior. The Konen test indicates whether or not extreme heating can cause an explosion sufficient to fragment a container with a small hole in it.
BOM or BAM impact testing will indicate sensitivity to impact stimulus. Friction testing gives threshold data for friction sensitivity.
ESD sensitivity testing gives threshold data for visible effects of static discharge on the test material. Positive results include discoloration, smoking, flame, explosive report, etc.
Once the data is in hand, it is necessary to sift through it and make some business decisions. There is rarely a clear line on the ground to indicate what to do unless there is already a policy on decision making here. What testing results will indicate is what kind of stimulus is necessary to give a positive result with a particular test. It is up to your in-house experts and management to decide the likelihood of exposing the material to a particular stimulus. Will it be possible to engineer away the risk or diminish it to an acceptable level? The real question for the company is whether or not the risk of processing with the material is worth the reward. Everyone will have an opinion.
The key activity is to consider where in the process an unsafe stimulus may be applied to the material. If it is thermally sensitive in the range of heating utilities, then layers of protection guarding against overheating must be put in place. Layers of protection should include multiple engineering and administrative layers. Every layer is like a piece of Swiss cheese. The idea is to prevent the holes in the cheese from aligning.
If the material is impact or friction sensitive, then measures to guard against these stimuli must be put in place. For solids handling, this can be problematic. It might be that preparing the material as a solution is needed for minimum solids handling.
If the material is detonable, then all forms of stimulus must be guarded against unless you have specific knowledge that indicates otherwise. Furthermore, a safety study on storage should be performed. Segregation of explosable or detonable materials in storage will work towards decoupling of energy transfer during an incident. By segregating such materials, it is possible to minimize the adverse effects of fire and explosion to the rest of the facility.
With explosive materials, electrostatic safety is very important. All handling of explosable solids should involve provisions for the suppression of electrostatic charge generation and accumulation. A discharge of static energy in bulk solid material is a good way to initiate runaway decomposition of an energetic material. Unfortunately, some explosive substances may not require the oxygen leg of the fire triangle so, in this case, inerting with nitrogen won’t be preventative.
Safe practices involving energetic materials require an understanding the cause and effect of stimulus on the materials themselves. This is of necessity a data and knowledge driven activity. Handwaving arguments should also be suppressed in favor of data-driven analysis.
This article amounts to a plea to analytical chemists, supervisors, and organizations who use perchloric acid to make the effort to understand its reaction chemistry, as an acid or salt, and the peculiarities of the numerous mixtures used in analytical sample digestion. If your organization uses standard methods of digestion via one of the many acid mixtures and temperatures, it behooves your organization to have at least one individual on site who understands a bit more than just the procedure. If there is an incident of some kind involving perchloric acid, be it a spill, splash, or worse, having a grasp of the real hazard presented before you is useful. It is possible to underreact or overreact to any given incident scenario.
I am not an analyst. My interest is to understand reactive chemical hazards and devise means for preventing the transition from hazard to danger. Whether someone uses perchloric acid or not makes no difference to me. I have no investment in perchloric acid. However, I’m greatly interested in users being informed.
Comments on Safety Training
Safety training is commonly executed as a result of company policy where documentation of satisfactory completion is collected and filed. For lab chemists this includes training sessions on chemical storage, fire safety, fire extinguisher training, hazardous waste practices and regulations, storm water regulations, company safety and health SOP training, building evacuation, general lab safety, and perhaps basic first aid.
Often safety training sessions are canned professional video presentations or a corporate home brew of PowerPoint slide shows followed by some Q&A and a quiz. It is what I refer to as infotainment. Attendees may watch a video with dramatized incidents while the voiceover describes what should have happened. This approach is not without merit or some success, but this passive approach may not be of lasting value. Furthermore, it is a very sketchy assumption that such passive training will result in proper decision making in an off-normal circumstance where hazard may transition to danger.
The military has solved this problem long ago by mastering the art of the drill. They realize that if you need people to respond in a particular way rapidly, they have to be trained and drilled. In times of peace, the military has the opportunity to train and drill to maintain operational readiness. This is one way to address the difficult problem of low probability, high consequence scenarios. Industry as a whole, however, may not inclined to offer a lot of free time to dedicate to training. Man-hours in drills subtract from productivity. In my opinion, much of industrial management suffers from a lack of imagination in this matter. Safety training and drills are cost overhead. But, what you lack in training hours may be made up for by effective mentoring.
We live in the age of OSHA regulations. Of importance to the process industry is Process Safety Management or PSM. The mission of OSHA is copied and pasted below.
The Wikipedia link below gives an excellent summary of OSHA regulations relating to the chemical process industry. PSM in 29 CFR §1910.119 titled Process safety management of highly hazardous chemicals, is a regulatory framework covering all aspects of safety management and threshold quantities (Appendix A) of highly hazardous materials. Whether your facility is operating at the PSM scale of operation or not, employers have a duty to assure a safe operating environment for their employees. In my view, PSM regulations frame a safety mindset and diligence that is useful outside of PSM reach. Given that a debilitating injury, fatality, explosion or major fire will bring the unblinking eye of regulators and possible litigation, sensible practices found in 29 CFR §1910.119 that are woven into your chemical safety SOPs are in the direction of goodness. Again, this is my view and should not be construed as legal advice. Your chemical safety plan is your responsibility alone.
Finally, a word to lab managers and supervisors. I cannot point to a ancient stone or a law of nature that commands that leaders be effective instructors and mentors. But I can throw an idea on the table which is that as a senior employee in a supervisory role, you have a moral obligation to your charges to make sure that they practice their art with diligence and in a safe manner. The best way I know of is to train staff thoroughly in lab operations and have high expectations of your staff. Management by wandering around can be very effective in maintaining discipline and keeping tabs on your shop. Besides, you should be walking around and asking questions anyway.
HClO4 – The Meat and Potatoes
There is much to know about the chemistry of perchloric acid digestion beyond it’s renowned acidity and explosive potential. Appreciating the corrosivity and close adherence to standard laboratory techniques are necessary but not always enough. One such circumstance begging for informed action is method development. In researching this topic I was a little surprised to find that many important details are buried in the primary literature. Worse, a few key references are downright difficult to obtain. By important details, I mean whatever information might help define the safe operating window for a given digestion, or, better put, under what circumstances might a digestion procedure transition from hazardous to dangerous.
The major supplier of perchloric acid and perchlorate salts in the USA is GFS Chemicals in Powell, OH. The founder of this company, G. Frederick Smith was, and remains posthumously through his writings, a top authority on the properties of this acid and numerous perchlorate salts as the result of his many decades of research. Laboratory quantities of perchloric acid can be had from GFS and the usual group of research chemical suppliers.
It is easy to find MSDS data and exemplar laboratory safety guides on your browser detailing sensible storage and use policy. Several found in google-space stand out in my opinion as comprehensive perchloric acid safety documents and SOP’s; UC Berkeley; Boston University; MIT; Harvard; British Columbia Code for Mines to name a few. Again, this is my opinion- form your own. If your perchloric acid “policy” is limited to an MSDS document and perhaps a few safety statements found in a procedure, then I would urge someone in your organization to take it upon themselves to dig in a little deeper. Generate SOPs for all aspects of the perchloric acid life cycle in your facility.
There are many accounts of incidents with perchloric acid that should convince even the most refractory skeptic of the potential for a violent release of energy. There is a perchloric acid incident that stands out as an example of the dangers of a chemical ignorance. It happened February 20, 1947, when a large and violent explosion killed 17 people and led the city of Los Angeles to specifically bar the use of perchloric acid (1) through numerous sections of it’s zoning code.
The most common laboratory use of perchloric acid is in the analytical digestion of samples containing a matrix of organic matter, sludge, tissue, biomass or organic chemicals. There are a great many lab procedures to be found by an internet search including Chemical Abstracts (CAS), the AOAC Official Methods of Analysis manual, and ASTM relating to HClO4. Numerous policy and prudent practices documents can be downloaded from well established institutions that outline some very sensible policies regarding the storage, use, and disposal of HClO4. One particularly good source for sample digestion methods across the periodic table is from Inorganic Ventures. Kudos to Dr. Paul Gaines and this company for the quality of their products and their willingness to share their expertise in trace element analysis.
A search of Chemical Abstracts will turn up many research papers giving digestion procedures in the experimental section. However, it is not often made clear how the workers came upon their particular digestion conditions other than from a reference in an earlier procedure. This is because these papers are about the use and not about the chemistry of digestion. Most of the procedure writers will have done their diligence and provide warning about hazards. What may be omitted within papers that use the HClO4 procedure are the boundaries of safe operation and how the reactivity may vary with concentration and temperature.
For greater detail one must look elsewhere and well back into the 20th century. Much useful information on HClO4 and its salts is to be found in papers from the 1930’s thru the 1970’s. Because of their energetic properties, the propellant and explosives folks usually expand on energetic materials including perchlorates, and yes, they go into some great and admirable detail (2). However these sources tend to be thermochemical in nature and perhaps not a lot of immediate help to a bench chemist.
Unlike many other reagents in the laboratory, perchloric acid can have a downside with immediate negative safety consequences. In particular, if one is aiming to develop a digestion procedure for a new type of sample, say, something with a mixed organic/inorganic matrix or certain heteroatoms compounds with nitrogen or sulfur, it behooves the chemist to take a serious interest in rooting out information about the safe operating boundaries of perchloric acid and what kinds of materials may be problematic. A perchloric acid MSDS will inform you of potential safety hazards, hazard classifications, etc., but a well researched and validated procedure can go far towards keeping you out of trouble. I would recommend that at least one person at your organization be more thoroughly educated in the chemistry of perchloric acid digestion, or wet ashing as it is called. Unlike some other strong acids, contact with organics may have immediate explosive consequences. And by explosive I mean violent, deafening, shrapnel-blasting detonations. Hazardous contact can include contact of hot concentrated acid on paper, on sample material, or even contact of perchloric acid vapor on a gloved hand passing through fumes.
There are some particularly comprehensive and broadly informative publications covering perchloric acid chemistry. A more recent work by John Long (3) of GFS is particularly insightful in regard to drawing a line between perchlorate salts and perchloric acid. The 1960 publication Perchlorates: Their properties, manufacture, and uses by J.C. Schumacher (4) contains an informative chapter (Ch 11) on perchloric acid safety. Perhaps the most useful reference is a book available from GFS (5) or Amazon titled Perchloric Acid and Perchlorates, by A.A. Schilt. The 2nd edition in particular contains a great many useful references.
On heating at ambient pressure, aqueous perchloric acid will concentrate by distillation to a constant boiling azeotrope of 72.5 % HClO4 and water. At this composition its number of waters of hydration is slightly greater than two. In the climb from ca 160 °C to a bp of 203 °C at 1 atm, the 72.5 % acid will transition from being “just” a hot super acid to a super acid and a potent oxidizer.
In the gas phase, this acid can decompose via a radical pathway leading to the evolution of Cl2, O2, H2O either abruptly or after an time interval (6). Note that when something quite hot abruptly decomposes to a greater number of moles of gaseous products, there can be plenty of potential for destructive pressure effects.
For the uninitiated, HClO4 is a “super” mineral acid capable of complete dissociation in aqueous concentrations up to about 4 molar (7). The dissociated form in water is H3O+ ClO4-, or oxonium perchlorate. This is normal Brønsted acid behavior in water, but three things set this acid apart from others, even nitric acid: i) due to the extremely weak coordinating ability of the perchlorate anion, the acid proton is extraordinarily mobile and reactive; ii) at room temperature the anhydrous acid will at some point spontaneously explode; and iii) in concentrated aqueous form at elevated temperatures, say > 160 ºC, the acid becomes an increasingly potent oxidizer with temperature.
The perchlorate anion has a central chlorine atom, formally +7, that sits in a tetrahedral array of four O2- anions to make it anionic. On average the negative charge is spread over the surface of the symmetric anion making the negative charge diffuse with the enthalpy of formation unfavorable to close ion pairing. The perchlorate anion is only weakly attracted to a given cation like H3O+ or oligomers and as such, allows the H3O+ (or larger clusters) to reside in a solvent shell unencumbered by tight ion pairing, depending on the nature of the solvent. Perchlorate salts can have very high water solubility and, in the case of magnesium perchlorate, serve as an excellent desiccant. One exception to the high solubility of perchlorates is potassium perchlorate at only 1.5 g per 100 mL H2O at 25 °C.
Perchlorates: A review of their thermal decomposition and combustion, with an appendix on perchloric acid, G.S. Pearson; Rocket Propulsion Establishment; October 1968. http://www.dtic.mil/dtic/tr/fulltext/u2/857556.pdf
Chemical manufacturing safety is challenging to oversee consistently over time. A given manufacturing facility has many kinds of hazards, some common and some specific to plant activity. Specialized operations will produce hazards that manifest in ways ranging from obvious to obscure to counterintuitive. For those tasked with keeping operations free from injuries and mishaps, the hard part may be to keep everyone vigilant constantly.
I often compare safe practices to the handling of a rattle snake. Every time you pick up that snake, you have to be just as careful as the last time. Over time you may learn to predict or anticipate threatening snake behaviors, but you do not get to bank safety credits for past cautious behavior. Furthermore, it is necessary for you to change some of your basic behaviors around the rattler. For instance, you may want to alter your posture when standing near the snake so, if you lose your balance, you fall away from the snake, not onto it. Or, you may decide to bring the snake out only when there is not a crowd around you for fear of spooking the animal. A wrangler can cite many techniques to adopt when handling this venomous creature.
My views of safety policy and practices have evolved over time. In the academic and industrial lab facilities I have worked, safety policy varied from “don’t get hurt” to academic departmental policies with the unofficial “for god sakes don’t let a student get hurt” to highly professional facilities using “we reserve the right to dismiss you” if your accident involved a violation of policy. In these chemistry jobs I have functioned as a dairy processing lab chemist, student assistant, grad student, postdoc, assistant professor, chemical sales manager, senior scientist and process safety chemist. There has been some variety.
What allowed my successful navigation through these experiences with body parts intact? Skill from good training and a large shot of luck. And having been cautious by nature when it comes to hazardous energy and chemical hygiene doesn’t hurt.
In my estimation there is a large social/psychological component to safety anywhere. Safe operations in a chemical plant requires an alignment of behaviors that lead away from mishaps due to all manner of influences, predictable or otherwise. To oversee safety at a facility, one must use facts and the power of persuasion to convince people to behave in ways that might seem needless or unnatural. There is a large social component to safety. That said, the threat of dismissal doesn’t hurt.
In a US chemical plant, operational staff commonly undergo safety training on hiring and refresher training thereafter on a periodic basis. If an adverse event happens relevant staff may undergo a refresher training session as policy dictates. The range of safety topics will depend on the kind of activity happening at the facility. Safety training has the goal of bringing and keeping staff up to par on recognition and prevention of some kind of undesired event that plays out as a near miss or an incident.
A core subject in chemical manufacturing facility is the matter of hazardous energy. Hazardous energy is manifested in numerous ways: High pressure, high temperature, electrostatic, rapid or runaway heat of reaction, compressed springs and energy of motion. Hazardous energy can emerge from the familiar and the unfamiliar.
Dangers emerging from “ordinary” hazards, i.e., the hazards everyone is accustomed to, can perhaps be most vexing. How does one convince people not to become complacent with familiar hazards, particularly those of low frequency high consequence?
Frequent training and thorough root cause analysis of actual incidents is probably the best approach to suppressing complacency. One need look no further than the military for an example. Military personnel undergo frequent training with an emphasis on situational awareness. A particular strength is the existence of protocols for many exigencies and the mandatory adherence to that protocol. The obvious problem of the military approach to training is that it is not aimed at producing material goods for a competitive market. Businesses cannot afford to lavish much downtime to training. Civilian safety training in business is conducted but at nothing like the frequency or scale that the military uses to maintain readiness.
A useful tool available to industrial safety is layer of protection analysis (LOP). There are companies that offer custom LOP services/instruction and outside assistance is often a good thing. Other resources exist as well. There are two kinds of layers- administrative and engineering. Administrative layers of protection include the process instruction document, various SOPs and work instructions, training as well as eyes-on active management. Engineering layers of protection refers to the equipment which protects against the effects of an excursion. Each layer will have empty spaces where they are not protective. The idea is to lay down layers where the empty spaces do not overlap. Most would agree that engineering LOP are preferred over administrative LOP.
The terms “dangerous” and “hazardous” are often used interchangeably. I would argue that the word danger be reserved for the situation when all of the layers of protection around a hazard have been removed. This is an important distinction because our lives are filled with hazards that don’t fill us with dread fear. We tolerate this only because we contain hazards with layers of protection which prevent the consequences of the hazard. In order to keep working in an industrial setting, we all must come to terms with the contained hazards on site. Workers predisposed to chemophobia must become comfortable with the LOP in place, yet remain vigilant for uncontained hazards. The alternative for them is to work elsewhere.
Incidents should be followed closely by a Root Cause Analysis, RCA. There should be an SOP that specifies this action. With any luck, an expert conversation in the subject matter at hand will spark the insight of someone leading to the identification of failure modes related to the incident. The RCA will identify which dominoes fell in the event and will highlight the weak points and hopefully find the initiating event. Finding the incident initiating event is always a goal.
It is important to evaluate the existing LOP after the RCA and every effort should be made use the event to strengthen systems. The notion of LOP should be present early in the process of writing instructions for the manufacture of materials. Each batch or process instruction document should be critically evaluated and signed off by a variety of experienced people. This would include R&D chemists, chemists and engineers involved in process scaleup, Environmental, Health and Safety, production supervisors and plant managers. All can be reminded to evaluate the production document with LOPA in mind.
Inevitably, incidents and near misses stemming from unanticipated failure modes will occur. To provide added protection against the unexpected, imaginations need to be stimulated by conducting a PHA- Process Hazard Analysis. This must be done before a process is begun. It is a formal brainstorming session conducted by a committee of subject matter experts evaluating every step in a chemical process at the production scale for possible failure scenarios. These will be chemical, mechanical or safety systems related. In the PHA you ask the question: What happens if this component or action fails in the process? It is a detailed what-if map of the failure or event with potential consequences. Each potential consequence must be evaluated for risk and harm. Software is available to help people guide themselves through the process.
Finally, it should be noted that once the incident investigation is complete, learnings from the event should be applied going forward and archived where the results can be readily found.
One of the safety seminars I teach is on the general topic of reactive hazards. There is a bit of a challenge to this because the idea is to cultivate informed caution rather than allow broadband fear to rule. It is challenging because my class is generally populated with non-chemist plant operators or other support staff. Out in the world the word “chemical” is generally taken to be an epithet and indicative of some malign influence. We who work with chemicals are in a position to bear witness to the reality of chemistry in our lives and to speak calmly and reasonably about it, without crass cheerleading.
Here is how I look at this. There are hazards and there are dangers. A hazard is something that can cause harm if it was to be fully expressed by way of physical contact with people or certain objects, unbounded access to an ignition source, exposure to air, etc. A critical feature of the hazard definition is that there are layers of protection preventing undesired contact. Hazards can be contained. A contained hazard is safer to be around than an uncontained hazard.
An uncontained hazard is that which can cause harm without the interference of effective layers of protection. A hungry tiger in a cage is hazardous in that there is the potential for trouble if the cage is breached. Being openly exposed to that tiger is what I’ll call dangerous.
Likewise, a stable chemical in a bottle has a physical layer of protection around it. A policy on the use of that bottled chemical constitutes a concentric administrative layer of protection. The bottle sitting in a proper cabinet within a room with limited access has more layers of protection. The policy of selling that chemical only to qualified buyers is a further layer of protection.
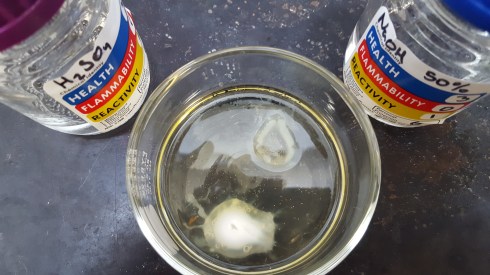
Egg white to which has been added several drops of conc H2SO4 (bottom) and 50 % caustic (top). Two minutes have elapsed. The point of this demo is to show what might happed to a cornea on contact with these reagents. The clouding is irreversible. People remember demonstrations.
It is possible to work around contained hazards safely and most of us do this outside of work without giving it much thought. Hazardous energy is exploited by most of us in the form of moving automobiles, spinning jet turbines, rotating machinery of all kinds, compressed gases and springs, and flammable liquids. Safe operation around these hazards is crucial to the conduct of civilization right down to our daily lives.
It is very easy for experts to frighten the daylights out of people by an unfortunate choice of words or simply dwelling on the hazardous downside too much. Users of technology should always be versed in the good and bad elements as a matter of course.
Risk can be defined as probability times consequence. So, to reduce risk one can reduce probability, diminish undesired consequences, or both. This is the purpose of LOPA, or Layers of Protection Analysis. LOPA can provide a quantitative basis for safety policy. The video below will explain.
I’ve been using a Mettler-Toledo (MT) RC1e reaction calorimeter for about 6 years. Our system came with MT’s iControl software, RTCal, and 2 feed pumps with balances. Overall it has proven its worth for chemical process safety and has helped us understand and adjust the thermal profile of diverse reactions. Like everything else, MT’s RC1e has many strengths and a few weaknesses.
The RC1e’s mechanical side seems reasonably robust. Our instrument sits in a walk-in fume hood resting on a low lab benchtop supported by an excess of cinder blocks- it is a heavy beast. During installation we discovered that the unit would not achieve stable calibration with the hood sash closed. The control box mounted on the instrument didn’t work properly on installation. After a trip to the repair shop, the box was returned as functional but without finding the fault.
Recently we had a mixing valve fail in the heat transfer plumbing, resulting in down time. Diagnosis of this was unsuccessful over the email and phone, necessitating a service call. Parts may not be inventoried in the US and consequently must come from Switzerland. Expect Swiss prices and less than snappy delivery. Hey, it’s been my experience.
Addendum, 5/4/22: After a nearly 1 year period of down time the RC1 was reinstalled at another location. Due to temperature regulation problems after the move, a technician from MT visited and repaired the instrument. It turns out that swapping one of the hot legs on the 208 3 phase feed for another can cause the stir motor to reverse direction. A relief valve related to the heat transfer system had failed in the partially open condition. It was fixed and the instrument now performs as expected.
Addendum 2, 6/10/22: The RC1 has failed again. The “fix” didn’t work. Same problem as before. Maybe in the next repair they’ll replace the bloody valve rather than just “unstick” it. Unrelated gripe- Getting parts from Mettler-Toledo in Switzerland has been frustrating. They have always been very slow. So much for Swiss efficiency.
A chiller unit is required for RC1 operation and can add 15-30 k$ to the setup cost. Users will have to contend with the loss of floor/hood space in the lab for the chiller and RC1. The chiller must be powerful enough to contend with the exotherms that may be generated in the instrument. Chillers can take many hours to get down to the set temperature. Given that RC1 experiments can also be lengthy, plan accordingly. Our (brand new Neslab 80) chiller requires nearly 2 and 1/2 hours to get from +20 C to -20 C, which is the lower chiller temperature we use, depending on the reaction chemistry. For reactions that are on the sporty side, we’ll drop the chiller to – 50 C. This is near the minimum temperature for the water-based chilling fluid we use. Early on I opted for an aqueous potassium formate solution with a very low freezing point. The instrument comes with a panic button that switches to full cooling in an emergency.
The chiller required the wiring-in of a dedicated single-phase 208 VAC circuit. With the chiller using single-phase and the RC1e using 3-phase 208 VAC, it is important to assure that one cannot inadvertently connect into the wrong power circuit (idiot proofing). The chiller plug design should already prevent this. It is critical that the electrician is alert to this and does NOT jury-rig the plugs to use the same style of connectors because he has only one style in the parts bin.
Some comments on the collection and interpretation of RC1 thermograms.
It is critical that those who request RC1 experiments understand the limitations of the instrument. For instance, we use a 2 Liter reaction vessel with a 400 mL minimum fill volume. Refluxing is not allowed owing to the huge thermal noise input from the reflux return stream. Special equipment is said to be available for reflux.
Experiments must be carefully designed to elicit results that can answer questions about feed rates and energy accumulation.
Like many instruments, the RC1 needs a dedicated keeper and contact person for inside and outside communication. A maintenance logbook should be kept next to the instrument if for no other reason than to pass along learnings from previous issues.
If thermokinetic measurement is part of your organization’s development SOP, someone on staff should be reasonably familiar with some chemical thermodynamics. That can be a chemical engineer, as may often be the case.
The users of thermal data are likely to need help with interpretation of the results. Be prepared to offer advice on interpreting the data, taking care not to over-interpret. If you don’t know, say so. It is easier to claw back “I don’t know” than “yeah, go ahead and do that …”.
Do not be anxious to singlehandedly bear the weight of responsibility for safety. Safety is a group responsibility.
Be curious. How do the insights and learnings from the data translate into best practices? What changes, if any, can the process chemists make to nudge the process for better safety and yields? A credible specialist in RC can make comments or ask questions that lead to better discussions on thermal hazards. Be a fly in the ointment.
Never forget that a reaction calorimeter is a blunt instrument for the understanding of a reaction. An RC1 thermogram is a composite of overlapping solution-phase phenomena. Interpretation of results can be greatly refined by pulling timely aliquots for NMR, GC/MS, or HPLC analysis.
A database should be constructed to collect and immortalize learnings from all safety work and RC1 learnings fall into that group.
There is the question of who collects and presents the data. An engineer or a chemist? Engineering thermodynamics is a big part of a chemical engineer’s education and skill set. As a plus, an engineer can take thermal data and apply it to scale-up design for safety and sizing of equipment and utilities. You know, the engineering part. On the down side, there may not be many chemical engineers who are comfortable with doing reaction chemistry.
Do not be anxious to singlehandedly bear the weight of responsibility for safety. Alpha males- are you listening?? Safety is a group responsibility that should originate from a healthy group dynamic.
There’s a good argument for a chemist to conduct RC experiments as well. A trained synthesis chemist is qualified to conduct chemical reactions within their organization. That includes sourcing raw materials, handling them, running the reaction, and safely cleaning up the equipment afterwards. But interpreting RC1 data has a physical chemistry component. In my experience, run of the mill inorganic/organic synthesis people may have seen PChem as an obstacle rather than a focus in their college education. Their skill set is in instrumental analysis like NMR and chromatography, mechanisms, and reaction chemistry. I would recommend having a PhD chemist in a leadership role when calorimetry is a key part of a busy process safety environment.
Safety data can be collected and archived all day long. The crucial and often tricky part is how to develop best practices from the data. I would offer that this is inherently a cross-disciplinary problem. Calorimetric data from reaction chemistry can be collected readily, especially with the diverse and excellent instrumentation available today. Adiabatic temperature rise, ΔTad, is a key measurement. A lab group may be interested in the maximum (adiabatic) heat rise for a given reaction. A smooth and efficient technology transfer from lab to plant happens when good communication skills are used. Yes, SOP’s must be in place for consistency and safety. But the positive effect of individuals who have good social skills and are prone to volunteering information cannot be underestimated.
One of my job responsibilities is to educate new hires on reactive hazards and the basics of electrostatic discharge safety in the chemical manufacturing environment. The attendees are usually new plant operators with the occasional analytical chemist also in attendance. The educational background for the operators is nearly always a high school diploma with work experience of widely varying duration in non-chemical industries. Since we are far from the regional chemical manufacturing centers in the USA, we rarely encounter applicants from our industrial sector. Commonly the analysts arrive with a BA/BS in chemistry, biochemistry, or even biology sometime in the past.
In their 1 to 2 weeks of introductory training I’m given 1 hour for each of the 2 topics- barely enough time to wedge in important vocabulary let alone develop a command of, well, anything. My approach is to first talk about the difference between hazard and danger with some folksy examples. Then I introduce the general concept of stability using examples boxes on a rising incline. From there, we talk about stability as related to variously truncated inverted conical objects. The notion of instability, meta-stability, and stability are teased out of examples of the tipsiness of inverted cones leading to a change of state under the influence of external forces. This is very concrete and primes the mind to begin to grapple with the abstract notion of substances undergoing change depending on the precariousness of their initial state or the intensity of external influence.
Synthetic chemistry is very much about the careful manipulation of instability in order to produce the sort of change that is desired. Highly stable materials, i.e. sand, are not desirable in a chemical synthesis minimally because they are resistant to alteration. Many reaction steps may be performed and much cost incurred in order to produce features (functional groups) that are sufficiently unstable to undergo the series of desired connections.
After all of the above, the remainder of the hour is spent talking about chemical hazards and how some of them may be passivated by paying attention to the fire triangle. Also the matter of chemical compatibility is introduced as well as the existence of various categories of substances with examples. Of course, this means nothing to them. It’s just a bunch of new words arranged in unfamiliar ways. I’m quite well aware of this, but the purpose is to prime the pump so that when they hear these solvent names and words like acidic, caustic, basic, pH, quench, etc., then can begin the long process of connecting the dots to produce a better picture of their workspace.
The topic of ESD – electrostatic discharge – has its own peculiar challenges. First of all, static charge is invisible, pervasive, and unless you have direct measurements, provides hazards of an unknown risk. To understand ESD hazards, the learner should be exposed to the units describing static charge. These include the Coulomb (C), the volt (Joules/C), the Joule (J), area charge density (µC/m^2), power (Watts = J/sec), the Ohm (Ω = V/A) and the Siemens (S = 1/Ω), and the Ampere (A = C/sec).
Herein lies the real point of this essay. In teaching ESD safety for 4-5 years, I have met perhaps 2 attendees (engineers) out of many dozens who recall having taken coursework relating to basic electricity. I always begin the seminar by taking a poll on who has heard of Ohm’s Law. In reality, I don’t expect electrical proficiency from folks who have not worked in an electrical field. What surprises me is that so few can recall having heard of Ohm’s Law. How is it that we are letting so many people graduate from high school without some course work introducing the very basics of electricity?? This related to one of the most pervasive and influential technologies in our time. I think this is a stunning oversight.
“A’hem, cough cough,” you sputter, “but surely …” –short pause for effect- “… students who have taken high school physics have had instruction in electricity,” you reply with obvious incredulity.
If you had said this you’d be correct. But the educational profile of many factory workers doesn’t seem to include many people who have, in our experience, taken physics in high school. Those from the electrical trades tend not to show up from the temp agency for screening.
So let me end this by asking the mandarins of our school districts why we let students not college bound graduate without some background in the basics of electricity or electronics? To repeat, this is a stunning oversight, given the extensive use of electrical functions and objects in our lives.
A grim message from Chairperson Vanessa Allen Sutherland of the US Chemical Safety Board reads-
“The U.S. Chemical Safety Board (CSB) is disappointed to see the President’s budget proposal to eliminate the agency. The CSB is an independent agency whose sole mission is to investigate accidents in the chemical industry and to make recommendations to prevent future accidents and improve safety. For over 20 years, the CSB has conducted hundreds of investigations of high consequence chemical incidents, such as the Deepwater Horizon and West Fertilizer disasters. Our investigations and recommendations have had an enormous effect on improving public safety. Our recommendations have resulted in banned natural gas blows in Connecticut, an improved fire code in New York City, and increased public safety at oil and gas sites across the State of Mississippi. The CSB has been able to accomplish all of this with a small and limited budget. The American public is safer today as a result of the work of the dedicated and professional staff of the CSB. As this process moves forward, we hope that the important mission of this agency will be preserved. ” -posted 3/20/17
I want to voice my support generally for this elite group of accident investigators. As a chemical safety professional myself I am disappointed to see the CSB regarded low enough by the President’s budget writers to warrant being in the proposal for elimination. The job of the CSB is to investigate the cause(s) of chemical, petrochemical, or other facilities that handle materials having the potential to produce serious accidents. Having done accident investigations myself, albeit at much reduced scale from a petrochemical refinery, I appreciate what a difficult job this is and the great value of the disseminating findings to the industry.
The value of any given CSB report is the story of how an accident is initiated, how it propagates, and how it may couple with diverse systems. As a crucial part of the report is a detailed dissection of the relevant operational systems and human/machine interfaces and how they may have coupled to the event. It is educational and very useful for the safety community to learn how unfamiliar failure modes initiate and how knock-on effects may steer the accident in directions that are difficult to predict.
Planning for process safety involves input from the fields of chemistry, engineering and operations. Importantly, it requires imagination because planning safe operations is about predicting the future. Shutting down CSB investigations will deprive the engineering and safety community of a valuable resource detailing subtle or non-obvious ways in which complex systems can fail.
Recall the Apollo 1 fire or the Challenger explosion and how inquiry into those events lead to better appreciation of failure modes and the layers of protection that can be put in place to prevent the failure. If this kind of investigation is kept confidential, the advance of safe system design will stagnate.