Sphincters are beginning to loosen in LA with the MMA fiasco tapering into a more banal conclusion. Here MMA does not refer to Mixed Martial Arts. It is the abbreviation for methyl methacrylate, a reactive monomer for the production of PMMA, poly[methyl methacrylate], often called acrylic or Plexiglass. Plexiglass is a generic name like “Xerox” or “Velcro” but it is also trademark.
There was a lot of loose talk about a possible explosion, a B.L.E.V.E., detonation, and vapor plumes. I would categorize this incident as a low frequency, high consequence event.
This being LA, I wonder how long it will take for a movie or miniseries to come out? I vote for Brad Pitt and Scarlett Johansson to star in it and produced by Steven Spielberg. The lead investigator for the US Chemical Safety Board would be Tig Notaro.
Google Earth view of GKN Aerospace location, 12369 Western Ave, Garden Grove, California. Site of evolving chemical (MMA) runaway incident. The three smaller silver-colored tanks are presently being sprayed down with cooling water.
Cooling a large tank of liquid on the outside surface is one of the least effective methods of cooling bulk material. Ideally, a vessel would have an immersed heat exchanger for efficient cooling with agitation and possibly with a cooling jacket. Properties of MMA: 100.3 to 101 oC boiling point; Flash Point 10 oC; vapor pressure of 29 to 37 mm Hg, It is highly flammable.
Google Earth view of GKN Aerospace location, 12369 Western Ave, Garden Grove, California, site of evolving chemical (MMA) runaway incident. To the right of the large tank are the three smaller tanks presently being sprayed down for cooling. Notice the proximity of a residential neighborhood.
It is not uncommon for an industrial park to be near a residential area. But, in my estimation, a chemical plant storing something like bulk MMA near a residential area is not the best situation. You have to ask if the zoning people knew about this proximity situation or if such was even contemplated. This is likely to lead to state legislation or city ordinances. Everyone likes to rush into locking the barn door after the horse has run loose.
Google street view of 12369 Western Ave, Garden Grove, California. Site of evolving chemical runaway incident. The tanks presently being sprayed down for cooling are behind the brown and white tank.
According to Wikipedia, GKN Ltd is a British multinational automotive and aerospace components business headquartered in Redditch, England. They manufacture what are called military “transparency systems”, meaning canopies, windshields and windows.
The MMA in the tanks is converting to a big block of acrylic polymer. If you’re interested in buying it, I’ll bet they will give you a good deal on it …
The methyl methacrylate (MMA) runaway situation in Garden Grove, CA, seems to have plateaued. The aerospace company whose storage tanks are in the news produces what it calls “transparencies”. This is their trade name for plexiglass aircraft canopies, wind shields and windows. The word “plexiglass” is in common usage but derives from the trademark “Plexiglass“. Its not to be confused with “Lexan” which is a polycarbonate.
It dawned on me that the MMA runaway situation will be self-limiting. As the runaway polymerization proceeds, the rate of heat evolution should taper off as the reaction rate slows due to consumption of MMA. Just simple kinetics. The runaway reaction converts liquid MMA to solid poly[methyl methacrylate], or just PMMA. The MMA is turning onto a solid brick of plastic. This slows down the rate of reaction which necessarily slows down the rate of heat release.
The upshot is that if the tanks are kept cool enough to prevent rupture, yet warm enough to allow the reaction to creep forward, the runaway is under control.
The very fact that this runaway happened at all in “normal” storage suggests that the MMA was insufficiently passivated with stabilizer. The usual stabilizers are typically some variety of phenolic additives. This would include BHT, BHA and other catechols and phenols chemically modified for organic solubility.
The polymerization of MMA occurs via a radical chain reaction mechanism. Stabilizers like the phenolics are able to release H-dot, or hydrogen radical, which interferes with the polymerization by terminating the free radicals propagating the reaction. Each H-dot combines with any other radical it comes in contact with and halts MMA participation in the reaction.
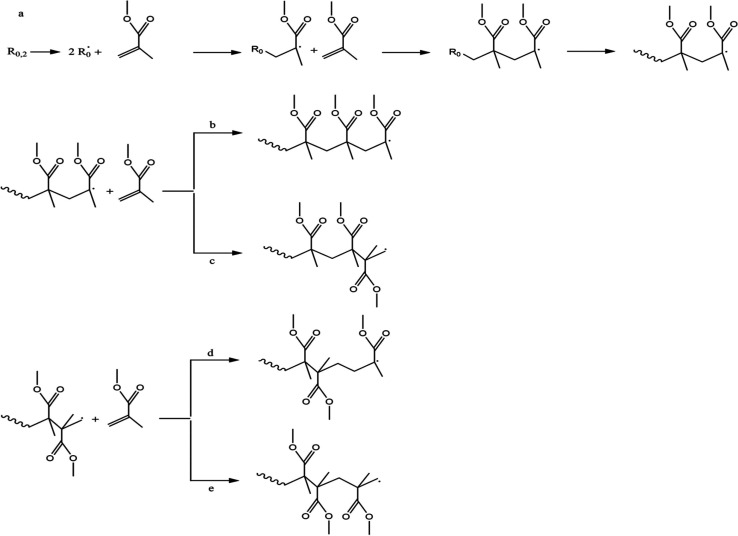
Below is a graphic from an article published on PubMed. Watch the dots, the dots are the radical electron. The upper reaction is chain propagation which is the desired reaction. See how the double line in the MMA structures changes to a single line? One of the two electrons in the second line is taken by an incoming free radical to form a new link in the growing polymer. The other electron is the leftover free radical which awaits a collision with another MMA molecule. This is how the polymer grows.
Image Source: Hint- watch the dots. Ahamad Said MN, Hasbullah NA, Rosdi MRH, Musa MS, Rusli A, Ariffin A, Shafiq MD. Polymerization and Applications of Poly(methyl methacrylate)-Graphene Oxide Nanocomposites: A Review. ACS Omega. 2022 Dec 15;7(51):47490-47503. doi: 10.1021/acsomega.2c04483. PMID: 36591191; PMCID: PMC9798503.
Let’s assume that the first reaction is the desired reaction and I’ll refer to it as “proper”. The critical feature of MMA is the double line. That is the location of the transformations in the polymerization. Each double line in the MMA has two ends- one end is the terminus and the other end is internal. The addition of the next MMA is desired to add its terminus of the growing end of the chain. This transformation leaves a radical at the internal end for further desired polymerization.
The second reaction shows how propagation can run afoul when the double line connects at the wrong position. The shape of this connection error- or kink- is different than that of the intended connection. The result is a polymer backbone linkage of 2 carbon atoms rather than the desired single carbon. This doesn’t happen just once but many times. The cumulative effect is that a chemically distinct polymer is produced that degrades or dilutes the desired physicochemical properties of the intended PMMA.
The third and lower reaction shows the undesired linkage reaction with both “properly” linked MMA and “improperly” linked chains to give a succeeding undesired linkage.
Note: “Desired” and “undesired” refer to intended connectivity and the unintended, kinked, connectivity. In reality, the desirability of any polymerization process is determined by the resulting set of physicochemical properties of the bulk polymer. Knobs are twisted, levers pulled and temperatures set in the plant to give the desired product with its combination of linkages.
I wonder if during the event that if a trickle of stabilizer were added, would it have made an observable difference? I assume that no agitation in the tank is available beyond convection currents, of course. it would be a large scale science experiment on an evolving and novel public emergency situation. Responders and, uh, everyone else, would disapprove.
I’m now officially retired from the specialty chemical manufacturing business, but I’ll continue to write here as before. I ended up working 28 years for the same company. Career-wise, it was all but certain a mistake to stay all that time. But there was job stability in a place I wanted to live and raise a family. And being curiosity driven, the early transition metal chemistry we did was very interesting.
I considered doing an online MBA for a move into the business end years back but after some soul searching I had to admit I didn’t want to paddle spreadsheets around in the corporate wading pool until retirement. I worked for a small company where it was possible to wear many hats but I didn’t realize how lucky I was.
The orthodox corporate life is not for me. It is a world of ultra-precise job descriptions discouraging the hiring of talented generalists and on-the-job training. After we were bought out by a capital investment firm there was a proliferation of KPIs, Key Performance Indicators for the anal retentive MBAs. C-suites are now packed up with smooth talking devils who traffic in saccharin B-school euphemisms and the latest accounting sorcery. I understand the need for KPIs in business and the information drawn from them. But what a colossal bore for a scientist.
Management consultants are a dime-a-dozen, each with their own bag of tricks and associated best selling books extolling the virtues gleaned from stitched-together anecdotes. The exalted individuals squatting on the board of directors meet quarterly to review progress on the bottom line as promised in a flurry of business-speak the previous quarters. Obviously this is customary for the board and C-suite but it’s for the love of accelerating EBITDA rather than the love of chemistry and engineering. I am fundamentally a science guy, not a prince of the executive class.
What remains of my retired brain is a mishmash of rapidly aging business trade secrets and a Rolodex half-full of now retired industry people. But, this is true for most retirees. My career was a crazy quilt of sales and marketing, scale-up, process safety, patent analysis, R&D, accident investigation, calorimetry and TSCA regulatory submissions. Such hopscotching around job descriptions was only possible in a small privately-owned chemical company.
My new gig is as a freelance writer for the local newspaper. It’s a real kick. I am the first science writer for the paper but am writing under my real name from now on. It’s for an entirely different demographic that requires me to use AP style and an active voice after decades of writing in the passive voice.
My next online/print articles are on the presence of uranium in the water of a new reservoir. How can that happen? After that is a 2-part series on the technology of both the input and output sides of municipal water treatment.
It is quite interesting to be part of a news gathering organization. It’s like being in a watch tower with binoculars. A newspaper is like a shark- it has to keep moving if it is to survive.
I just finished a spring semester online political science course on the comparative politics of Eastern Europe from the interwar period to the collapse of the USSR. I was able to get into this university extension class because I had $1600 and a heartbeat. A little spendy but I’m doing it again next fall.
I took the class to gain insight on the question of “What the hell is wrong with Russia?” Why are they so paranoid? Why can’t they join the broader community of nations in peaceful co-existence and prosperity? What gives?
I’m in the middle of a comprehensive biography of Peter the Great of Russia. From the book it is plain to see that Russia has been insular and suspicious of outsiders for a very long time. Peter’s fascination with the customs and technology of Europe was tolerated only because he was Tsar. The Patriarch of the Orthodox church, who resided in old Muscovy, was particularly opposed to any western influence and spared no opportunity to dissuade Peter from western influence. Peter paid little attention. He was what we would now call a “party animal”.
Numerous stressors have expired from the turbulent churning of daily concerns except for the big political fiasco of our time- Trumpus Maximus. Even when Trump eventually falls over dead from natural causes his legacy of evil, ham-fisted stupidity will live on and will take generations to reverse, if ever.
From my career days I have a professional library of over 1050 books, 80% of which are chemistry related. I’m under great pressure at home to be rid of them lest my survivors be inconvenienced with disposing of it. I’m looking at selling them on Amazon. I tried to donate them to my undergrad chemistry department but there was no interest (!!!). The problem with online sales is that it’s a sizeable mail order job with lots of packaging and shipping BS to contend with.
I have taken up sport shooting at a local gun club with my new 9 mm Sig Sauer pistol. It is a little out of character in some ways but I’m always interested in expanding my horizons. On TV you see fictional bad guys repeatedly firing and missing the good guys even in a close-in shootout. On the other hand the TV coppers shoot and rub out the crooks at long range with the first double tap. Okay, the coppers train regularly but pistols are not precision devices.
I continue to be inspired by my favorite YouTube geologist, Myron Cook. He lives next door, up in Wyoming. I enjoy geotourism and expect to continue with this activity.
Both mechanochemistry and abiogenesis are each pretty deep subjects, and this essay will not due either of them justice. This is just a nudge to the curious out there.
I follow a Facebook page called “Abiogenesis”. It usually posts links to the primary literature and recently to a very intriguing paper. It is titled Mineral-mediated carbohydrate synthesis by mechanical forces in a primordial geochemical setting, The link is –https://doi.org/10.1038/s42004-020-00387-w. and is published by Nature.
Should the unthinkable arise and you, the gentle reader, are unfamiliar with mechanochemistry, I would suggest a free ACS pdf download (Free! Will yah look at that!) with some basics. Ms Google can offer many more links. This was new to me but not to the light of day.
Sorting out abiogenesis is difficult enough in the solution phase, but these workers have included geological surfaces into the mix. And directed to carbohydrates no less. It is ambitious but the field needs ambitious experimental work.
My guess is that most chemists coming through the undergraduate ACS core curriculum are as unfamiliar with mechanochemistry as am I. A chemistry or geochemistry faculty member involved in it would be needed to teach an elective for it. I’ll hazard a guess that mechanochemists are somewhat scarce on most chemistry faculty rosters at present. Geology departments offer geochemistry courses, but it is unlikely to overlap with the chemistry department. How often do chemistry faculty mix (or party) with the geology department? I know that before I began to study it, I dismissed geochem as boring dirty water chemistry. But, as I am finding out, the dirty water is quite interesting.
Oh to be a geologist, merrily tramping around in the weeds and the sunshine, swinging a rock hammer and collecting pretty rocks with a legitimate purpose.
Mechanochemistry definitely expands one’s horizons in chemistry. But what is mechanochemistry? The Wikipedia link above does a fair description of it. The thing is, rocks are frozen mixtures of minerals, usually with very low water permeability over short time spans and at sometimes at temperatures we ordinary chemists are unaccustomed to working with.
An analogy
I trained new employees in electrostatic discharge (ESD) safety at our chemical plant. We look at the friction of two surfaces in physical contact sliding past one another. It is easiest to think about dissimilar substances in this picture. As contacting surfaces slide, the surface electrons have the opportunity to stay put or jump to the other, more attractive surface. Electrons migrating away from a nonconducting or electrically isolated conductor surface leave positive charge behind. This is called the triboelectric effect. Furthermore, such mechanical friction generates heat as we all know, especially when one or both surfaces have irregular surface topography such as bumps, crystalline or amorphous protuberances and ridges at the submicroscopic scale. Friction is magnified when external forces concentrate at regions of pronounced submicroscopic topographies, meaning where the lumpy, edgy or mountainous features move past one another.
Have you ever generated a spark when two objects make a glancing blow? A good example would be using a flint and steel to light a campfire. The sparks come from small flakes of metal catching fire in the air. The small flying pieces are very hot but are exhausted rapidly. Cigarette lighters have been doing this for decades by rolling a fixed roughened wheel across a flint. The sparks generated are white hot as judged by their momentary brightness.
Well, that’s nice but what is the connection to mechanochemistry? Generating incandescent bits of metal is an example of how a great deal of energy can be applied to a very small solid surface feature. Now let’s back off the energy a bit and consider the rocks in a rock polisher. A rock polisher works by prolonged tumbling of rocks with small bits of very hard material like carborundum or cerium oxide abrasives. As the rocks tumble, they collide with one another. If during the collision there are abrasive particles at the point of contact, a small amount of chipping of both rocks might occur. The surface chipping will plateau at a particular surface smoothness depending on the size of the abrasive particle. Smaller and smaller abrasive particles will produce finer roughness until such point as humans might regard the rock as “smooth or polished.”
We’ve seen that fracturing of a rock surface can occur with an input of mechanical energy over an extended period of time. Highly localized individual surface features might be subject to mechanical energy input that is high in magnitude. In polishing, mechanical energy has disrupted the molecular structure of the surface matrix of the mineral. Fresh surfaces of rock are free to adsorb water or metal ions may swap anions if the atomic radii are similar and the ionic charge is the same. In swapping metals of like charge or just opening a molecular or atomic coordination site, a chemical transformation has happened. The chemical identity of a mineral structure at newly opened surfaces are different from those that have been weathered. This is because water can coordinate and alter the surface composition as a hydrate to begin with. The interior may be anhydrous, but the new surface becomes hydrated. Anhydrous substances are slightly different from their hydrated form. Hydration has several levels- coordinated water bou8nd to a metal ion, water of crystallization within the crystal lattice but not coordinated, or discrete water between crystals. The word “hydration” itself is not very specific, but the context may be written to infer more precise meaning.
Some organic chemicals like explosives are shock sensitive. A good example is nitroglycerine. Shock sensitivity is the application of mechanical energy to the substance, in the case of nitroglycerine, undergoing a chemical transformation begins with the breaking of the weakest covalent bond. This leads to a rapid cascade of transformations and the evolution of hot gases. Oh, and a shock wave too. Notably, these rapidly evolving hot gases occupy more space that did the liquid nitroglycerine, famously doing pressure-volume work on the surroundings.
This long, drawn out explanation leads to a point- Chemical change can and does occur at mineral surfaces. The application of mechanical forces to a solid can result in contact surfaces receiving a large input of mechanical energy. There are mechanical and chemical consequences as well as triboelectrical effects. In the case of a flint and steel, combustion can occur if just momentarily.
Back to Abiogenesis-
Minerals can be altered chemically somewhat through impact and sliding friction. The mineral itself can be altered but more to the point, if prebiotic substances are present near the contact they might be subject to the energy input which can manifest as localized and momentary heating.
Let’s not forget the mineral surfaces themselves. A given mineral may be an ionic substance where the ions are locked into a lattice. Furthermore, the distinct crystallographic surfaces may be chemically reactive in their interactions with the environment.
This is as far as I’m willing to go down this dendritic Google hole. More to follow. Have a good day!
I’m saddened to learn of Emeritus Professor of Chemistry Michael P. Doyle’s passing. Mike had retired recently from the University of Texas San Antonio. Those who knew Mike knew that he was a dynamo of research productivity in undergraduate institutions and later in a PhD granting institution. In his career, Mike had 439 or more papers published (Google) in prominent publications. One of his secrets to productive research in 4-year institutions was the use of multiple postdocs who guided his undergraduate researchers in their work. Together they performed synthetic organic and organometallic chemistry and produced a rich tapestry of rhodium catalyzed carbene transformations.
Like research faculty everywhere, Mike’s success in grant writing was key to keeping up a productive lab and attracting excellent post-doctoral chemists. His publications and fascinating catalysis chemistry as well as his participation in the many national institutions of chemistry kept him near the leading edge of his field.
I was a postdoc in the Doyle lab from 1990 to 1992. My interest was in developing a career path similar to Mike’s and his lab was the place to be. During my time with him at Trinity University, Mike’s interest was in asymmetric catalysis and my part in that was asymmetric C-H insertion into secondary carbons with diazoacetates and a chiral dirhodium paddle wheel complex. We used chiral Pirkle-type GC columns to determine the enantiomeric excesses (% ee) of many of our products. The undergrads caught on to this right away and could run a reaction and get GC and NMR results right away on their own.
During my time with Mike at Trinity, the university had a visit and a talk before the whole university community by Margaret ‘Maggie’ Thatcher, former Prime Minister of Great Britain. Of interest is the fact that Maggie was a chemist by training. That day she toured our labs to see what Mike’s research was all about.
He held positions as a Professor at institutions including Hope College, University of Arizona, Trinity University, and the University of Maryland. He has also been a visiting professor at the University of Iowa (Google).
During his career Mike participated in many professional organizations and won numerous awards. He served in the executive committee of the ACS Division of Organic Chemistry for 23 years in many capacities as member, councilor as well as its chair. He served as chair of the Executive Board of Chemical & Engineering News (C&EN). He was a founder and first president of the Council for Undergraduate Research and first chairman of National Conferences on Undergraduate Research. He was also president of Research Corporation for Science Advancement.
Mike was immortalized with one of the highest recognitions of all, a named chemical reaction: the Doyle–Kirmse Reaction.
Fellow of the American Chemical Society
2013 – Fellow, National Academy of Inventors
2010 – Fellow of the American Association for the Advancement of Science (AAAS)
2009 – Fellow of the American Chemical Society
2003 – Member of the National Academy of Medicine (NAM)
1994 – Fellow of the American Association for the Advancement of Science (AAAS)
A list of citations in Google Scholar can be found here.
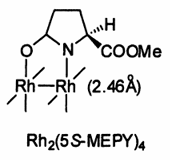
Probably the most prominent of the Doyle catalysts is Rh2(5S-MEPY)4, or dirhodium(II) core surrounded by four bridging chiral methyl 2-pyrrolidinone-4(S/R)-carboxylate (MEPY) ligands. In the lab it was just known as “MEPY”. It was a real workhorse, useful in several types of chemistries including cyclopropanation, cyclopropenation, Lewis acid catalysis and C-H insertion.
MEPY catalyst was prepared from commercial dirhodium tetraacetate and ligand and performed in a Soxhlet extraction setup with sodium carbonate to remove the acetic acid produced. It could be cleaned up by column chromatography.
The Doyle Rh2(5S-MEPY)4 catalyst showing the dirhodium core with 1 of 4 chiral, enantiomerically pure, methyl 2-pyrrolidinone-4-(S/R)-carboxylate ligands. The above structure was captured with acetonitrile ligands in the two axial positions.
Mike’s gift for academic research was built on his boundless energy and friendly nature. He loved working with undergraduate chemistry majors and nearly all got their work published in prestigious journals. We postdocs participated his research model and methods for our future academic careers.
I had the opportunity to visit with Mike at his home in San Antonio 2 years ago on the occasion of his retirement from UTSA. He was in good spirits and spent time gabbing with each of us. Glad I went.
Editorial note: I fixed nomenclature of MEPY. Excuse me.
I’ve come around on this business of the atom being almost entirely empty space. This is an established bit of folklore in intro chemistry and physics. It dates back to experiments by Hans Geiger and Ernest Marsden under Ernest Rutherford, showing how alpha particles could sail through thin gold foil and infrequently, an alpha particle would impact something hard and scatter. The striking thing about the experimental results was just how infrequent the scattering was. The conclusion eventually drawn was that the atoms in the gold were mostly empty space.
But what if that space wasn’t quite empty? What if that space was a beehive of electrons at maybe half light-speed and mutually repelled by one another yet attracted to the nucleus. Each electron is a single point negative charge. The nucleus has a diameter 100,000 times smaller with equal but opposite charge. The strong positive nuclear charge field holds the electrons tightly but only to the to the point where electron-electron repulsion is balanced in atoms with more than two electrons.
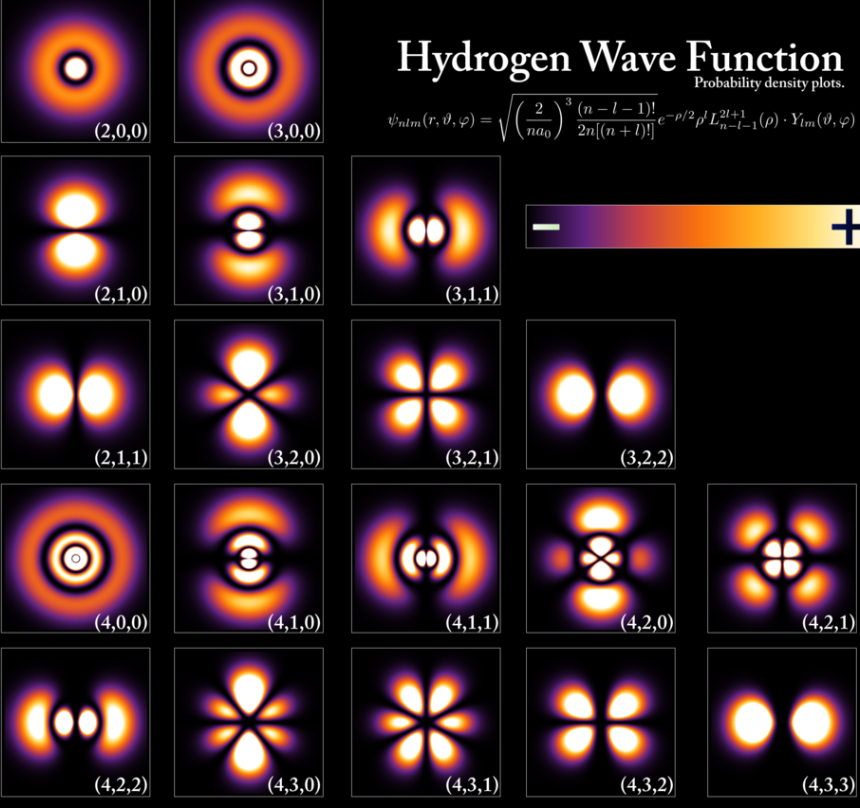
The electron is a point charge manifestation of the electromagnetic force, but with mass and angular momentum. It is a perturbation in the electric field. It doesn’t fly like a ball, it exists in the manner of a wave of chance. It has none of what humans think of as material substance, rather it is purely a quantum mechanical manifestation. It is shaped by 3-dimensional standing waves of probability density surrounding the nucleus. This probability density is defined by a spherical harmonic wave series. We chemists know this harmonic series as s, p, d and f “orbitals”. Electron probability density extends from the nucleus to the outer orbitals of the atom with s, p, d, and f orbitals occupying space defined by their unique wave equations.
Source: Wikipedia. The atomic orbital series for the hydrogen atom. The blue fringed shapes represent the space available in each atomic orbital. The orbitals have no reality as “objects” themselves. Instead, they define regions of space that an electron can inhabit. The hydrogen atom is used because there are no complications with electron-electron repulsion. The orbital structure of the hydrogen atom can be defined precisely as an equation. Atoms from lithium and up cannot.
As a reminder, the shape of an orbital itself defines a region of space where an electron of a certain energy is most likely to be found. It is not necessary to be able to calculate the position of the electron moment to moment to understand its properties. Heisenberg’s Uncertainty Principle does not allow for high precision determination of both position and momentum simultaneously, so this is where the universe tells us that ‘ya can’t have everything’. However, energy levels and transitions between them can be measured precisely. Exact position of an electron is not necessary. Besides, the 3-body problem shows up very early in the periodic table and spoils the fun anyway.
The edges of orbitals are not sharp but rather feather off into space and are pragmatically defined by a reasonable certainty as encircling an overall 95 % probability density.
What about the ’empty space’ view of the atom? As previously surmised, the filled concentrically overlapping occupied orbitals of an atom define a region of electron probability density that is not ever empty except for the hydrogen cation, H+.
Recall that the mass of the electron is small, about (1/1800)th that of the proton mass. This says that the space between outer edge of the atom and the nucleus is occupied by the electrons which are in constant motion constrained only by the individual 3-dimensional orbitals.
This forces us the think more clearly about what constitutes ’empty space’ of the atom. That empty space is filled with a diffuse, low mass density swarm of negative charges. Only orbital nodes have zero electron density, but all orbitals have some probability density throughout the interior of the atom.
Perhaps better way to describe the space between electron and nucleus is to simply mention the dimensions of the atom and its nucleus in meters as an example.
And for the Rutherford gold foil experiment, the diffuse electron density around the nucleus would pose little resistance to an alpha particle with its larger momentum passing through, giving the illusion of empty space.
A gold foil of larger thickness will easily block all alpha particles. Alpha’s are stopped by losing their energy to ion formation when passing through matter.
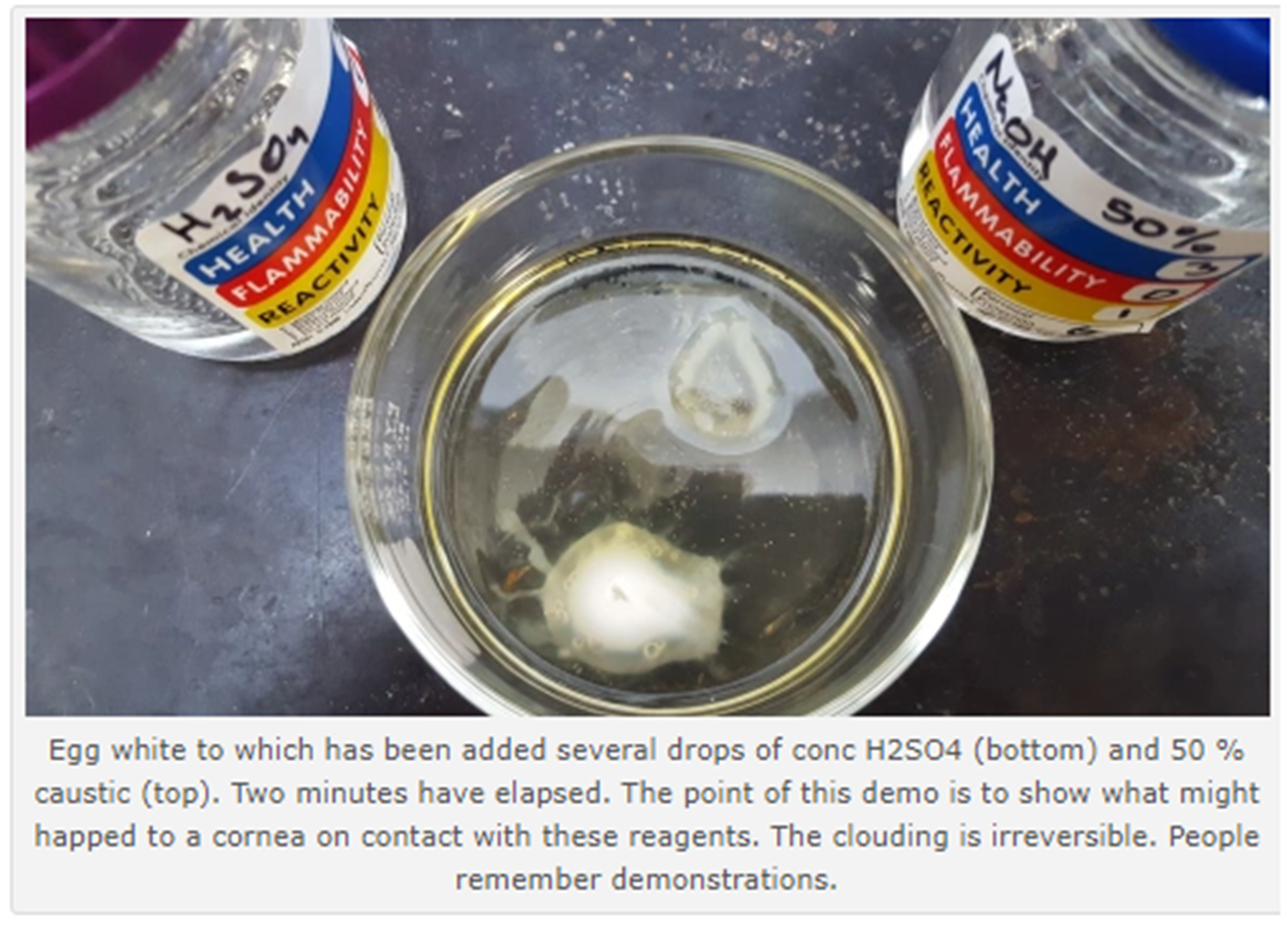
Back in my undergraduate days I remember finding the CRC Handbook of Laboratory Safety. One photograph really stuck with me. Years later I decided to replicate it and use the image in chemical safety training.
Picture by Arnold Ziffel.
The picture above shows what happens when a solution of soluble proteins in water is subjected to a large excursion in pH in both directions- both highly acidic and highly basic (caustic). The take home lesson is intended to be “wear your damned safety glasses or face shield”. The obvious comparison is between egg white and your corneas. Both have transparency and proteins.
In reality, there is no comparison between the composition between an egg white and a cornea. The human cornea is far, far more complex in composition and structure. Eggs are widely available and cheap. While we see many human corneas every day, they are attached to living people who would, no doubt, put up a tussle with anyone seeking to abscond with one. For a demo, egg white will have to do.
The major protein in egg white is the globular phosphoglycoprotein ovalbumin at 54 % abundance. According to Google it is “A major storage protein with phosphorylation properties.” Ovalbumin and human serum albumin share a name but little else. Ovalbumin serves as a storage protein source for developing chicks. Human serum albumin serves to maintain balance in the osmotic pressure of blood and to transport substances in the blood stream.
The egg white image is really about the effects of corrosives on protein. Ovalbumin exposed to strong acid will rearrange its globular structure in a way that renders it insoluble and causes agglomeration. Thus the opaque appearance. Trainees look at the image and, knowing they themselves are made of protein, can silently draw their own conclusions about the risk of getting a corrosive in their eyes.
This is just a short note to remind chemistry students to consider taking a class on polymer chemistry if it is available. While the endless collection of widgets made from synthetic polymers may seem to be tedious as hell, the chemistry and engineering of commodity polymers is really quite fascinating and maybe just a little artsy.
Polyolefin chemistry got very interesting with the development of metallocene catalysts in the 1990s and were later refined to non-metallocene constrained geometry catalysts. Do a keyword search of Catalysts for olefin polymerization in Google Patents and see for yourself. You’ll find that Group IV metals are heavily represented.
In my industrial career as a PhD organic/organometallic chemist I was kept busy for about 10 years with in-house Reaction Calorimetry (RC), Accelerating Rate Calorimetry (ARC), Differential Scanning Calorimetry (DSC) as well as Thermogravimetric Analysis (TGA) for validating thermal process safety. To institutionalize this I was asked to start a process safety department and began standardizing experimental protocols and a database for the results. I was able to scour the internet for thermochemical papers, looking for mentions of energetic properties. As always, much can be learned by just looking around.
Thermal process safety refers to safe operation of chemical manufacturing in regard to the generation of heat in a reaction mass and the hazards arising therein. The hazards from uncontrolled self-heating include acceleration of reaction kinetics producing accelerating heat and pressure evolution. If the reaction enthalpy and subsequent temperature rise theoretically exceeds the boiling point of the solvent despite the cooling jacket and the chilled condenser, then self-heating can lead to a boil up and uncontrolled ejection of the reaction mass. With insufficient cooling, the temperature will rise to the solvent bp and boil off the solvent first, carrying much heat away as heat of evaporation. Once most of the solvent has boiled away and if the reaction mass continues to self-heat, the temperature will continue to rise and peak at some undesired level as the reactants are consumed. Further heating of the now hot, highly concentrated reaction mass, potentially leading to successive reactions that may or may not be exothermic.
When a liquid phase reaction mass self-heats faster than heat can be removed, the reactor pressure will begin to rise. As pressure builds, the boiling point of the reaction mass begins to rise, slowing down the boil-off. A sudden drop in pressure, as with the burst of a rupture disk, will cause a superheated solution to promptly boil throughout the reaction mass. This means that flash vaporization can lead to bubble formation throughout the volume of the reaction mass producing a foam. The severity will depend on the pressure drop and the bp of the solvent. If the headspace is sufficiently small, the foam can expand rapidly and begin to exit through the vent pipe. A properly engineered vent pipe has been sized to vent gas/vapor at specified conditions. Since a foam is part liquid and part gas/vapor, it lacks the overall compressibility of a gas/vapor so the resulting foam flow may be lower than calculated for a gas/vapor, slowing the rate of depressurization.
The distinction between gas and a vapor is that a vapor may be condensable as with most solvent vapors, but evolved gases like hydrogen, methane or carbon dioxide will combine with a non-condensable blanket gas like nitrogen and resist condensation in the by the chiller. The point is that if one is relying on a chilled condenser to knock down non-condensable gases as a pressure management control, then a rude shock is headed your way, especially if the rupture disk bursting pressure is higher than need be.
Flow into vent pipes that exit outdoors may discharge hot reaction mass onto the roof or wherever the vent terminates. If the vent terminates into a knockdown drum or other catch vessel, the hot reaction mass contacts whatever may be in those vessels.
Image: Mettler Toledo. The Mettler-Toledo RC1 rigged for dual feed and distillation or reflux. The two brown bottles (lower right) sit on balances and feed from two reagent bottles into the reactor (lower left). The feed of liquid reactants is pre-programmed and is controlled quite accurately. Reagents are fed into an agitating reaction mass (yellow) while the temperature and enthalpy (H or h) are monitored on the fly. The instrument monitors the jacket and reactor temperatures and with the help of heat capacities, Cp, can display the enthalpy of the reaction as it proceeds.
Fortunately, the thermal profile leading up to the above scenario can be modeled in properly conducted RC1 experiments. But exactly what can be done beforehand?
First, let’s realize that the total self-heating temperature rise can be measured. We add that ΔT (temperature rise) to the proposed reaction temperature Tr and get a maximum temperature of the synthetic reaction, MTSR. Once we have this, if the MTSR is greater than the bp of the solvent(s), then we know that an uncontained runaway is possible. What to do then?
R&D needs to justify the problematic low boiling solvent with the reaction temperature to be applied.
R&D needs to provide input on lowering the design reaction temperature.
Is a lower Tr for a longer reaction time feasible?
How sensitive is the reaction to a higher bp solvent substitution?
If the chosen solvent conveniently forces side or waste products to precipitate and be removed by filtration, then we have the conundrum of safety vs efficient processability.
The magnitude of the hazard in the minds of everyone involved may be quite different and will require a documented decision process. Engineering input here is invaluable.
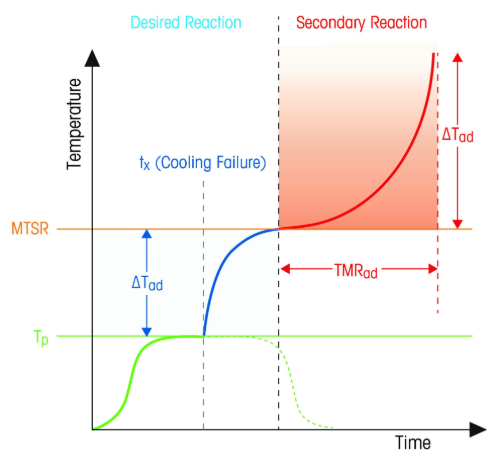
Thermal runaway profile. Source. The linked article is well written.
Tp Process Temperature
ΔTad Adiabatic Temperature rise
MTSR Maximum Temperature of the Synthetic Reaction
TMRad Adiabatic Time to Maximum Rate
Tx Time of Cooling Loss
What if the design solvent is truly required for a feasible and economic process? This needs to be discussed first with chemists and engineers in the room and a decision rendered. If chemist input says no solvent change is desirable or economic, the engineers need to speak up as to whether there is an engineering work around. If a ready engineering work around is not feasible and the product is still important, then the chemists need to be challenged to find procedure that denies the equipment a runaway condition.
If we’re lucky, a partial batch reaction method can be used wherein the reactor is charged with solvent and most of the reactant compounds are in the vessel at the beginning of the run. The final reactant is slowly fed into the reactor and the reaction temperature is controlled by the feed rate. Reaction calorimetry can be used to arrive at a plausible maximum feed rate that is fast but not too fast. A reaction calorimeter is basically a chemical reaction detector and can be used to look for an approximate reaction onset temperature. Remember that onset temperature is not a physical or chemical property. It depends on the detection equipment and the rate of heating.
Like everything else, success can depend on first asking the right questions. On the graphic computer display of the RC1, you can determine the response to an aliquot of reagent addition. Does the heat production, q, rise promptly with addition or does it lag? If there is a lag or a latency, it means that over-charging by operators at scale can happen if they are looking for a prompt “heat kick” on addition of the feed.
The RC1 can also show the length of time to react away the feed or what the total reaction time may be If the reaction has a natural response lag, then a defined charge mass is called for. A response lag may also be due to the presence of water which must first be quenched under the reaction conditions. The most insidious situation is when the feed reactant accumulates in the reactor over the course of the reaction. This is very difficult to judge by the operators. The feed may accumulate until the reaction suddenly begins and accelerates out of control. This is not uncommon.
Finally, a proper “batch reaction” is one in which all of the reactants are loaded into the reactor all at once, the temperature is adjusted and the reaction begins. It is critical that before a new batch reaction is allowed, the chemists must show that this will not result in a runaway condition. This is where reaction calorimetry shines. The safety of a batch reaction is reproduced in the RC1and the progress is monitored. The RC1 can also be used to explore various reaction conditions to see if runaway potential can be easily blundered into. How narrow are the safe operating parameters? Many plant incidents happen at shift changes where the continuity of watchfulness may diverge for a time, even with automation.
TMRad Adiabatic Time to Maximum Rate
A very informative piece of data to have is the TMR- Time to Maximum Rate. This can be obtained by an Accelerated Rate Calorimeter or ARC. The instrument consists of a furnace into which is placed a sample “can” which can be made of metal or glass. The furnace raises the sample temperature gradually using a heat-wait-search (HWS) method searching for an onset temperature.
Once an onset temperature is found, the HWS is automatically halted and the furnace keeps adjusting its temperature to match the rising internal sample temperature. If the internal sample temperature and the exterior furnace temperature are the same, then the sample is under adiabatic conditions and no heat flows in or out of the sample can. The sample temperature is driven by self heating only.
Knowing the sample mass and the best guess at Cp, constant pressure heat capacity, the reaction enthalpy can be determined. From the data, the Time to Maximum Rate (TMR) can be calculated to give an equation. It is the time that a substance that is self-reacting takes to reach the maximum rate of heat output as a function of sample temperature. The instrument also records sample pressure. If the sample pressure does not return to ambient pressure at room temperature, this would mean that a non-condensable gas was evolved.
Image of the Phi-Tec II ARC system. from H.E.L. company. My ARC experience is with this model.
A typical ARC experiment took me from 6 to 24 hours to complete the HWS routine.
What TMR data allows one to do is to find a reaction temperature the reaches maximum rate in 24 hours or more. You plug in a temperature and you get a TMR. The temperature needed to produce a TMR of 24 hours is considered by many in industry to be the uppermost safe processing temperature. It helps to answer what the maximum safe temperature in which a solid can be dried before decomposition begins.
To outsource safety testing or not
First and foremost, a commercial safety test lab understands and uses procedures that are agreed upon and standardized. Also, if down the road there comes a related event, your response to criticism will be to refer to the test lab experts, not some ham fisted employee monkeying around in the lab doing improvised experiments. Certain safety matters should be referred to the commercial lab experts for valid results and for CYA. This applies especially to energetic materials like nitroaromatics or nitrate esters.
Chemical manufacturing is conducted at many scales from laboratory gram scale products for R&D, multi-kilogram kilo-lab batch processing to the colossal commodity scale continuous manufacturing of petrochemicals, agrichemicals, polymers, flavors & fragrances, and pharmaceuticals. Nearly all of these commodity chemicals and polymers are well known and have safety issues related only to flammability, exposure and dose.
Outsourcing tests that can be done inhouse is a missed opportunity to accumulate more skills which is company treasure. I’m speaking of calorimetry. Calorimeters can be brought on-site and meshed in with research and development. Just learning how to interpret thermograms alone brings workers new insights into their chemistry.
What is best for your company? In-house safety testing or outsourced safety testing? Like nearly everything else in life, the answer depends on the situation. If you need to survey for explosive hazards for the first time, there are several competent commercial labs available that will use standard protocols. My experience is that they employ just engineers or a mix of chemists and engineers. They conduct standard testing protocols wherein a series of samples are exposed step-wise to a series of ever increasing stimuli intensity to find the boundary conditions of sensitivity to various stimuli, like heat, friction, impact, dust explosion parameters, burn tests, static charge lifetimes and minimum ignition energy (MIE) with electrostatic discharge.
Explosibility testing
Sensitivity to explosive behavior is tested in numerous ways to flesh out the sensitivity profile. Testing is performed in stages where the least intense stimuli are tried first to screen for highly sensitive substances. The results of any single test run are graded as ‘Go/No Go’ or ‘positive/negative’. The terms ‘Go’ or ‘Negative’ mean that an explosive property was observed.
Part of explosives testing is finding out what kinds of stimuli lead to initiation of an explosion. The Bureau of Mines (BOM) drop weight test looks for the maximum safe impact energy. There is a friction test, an electrostatic discharge test, and many others. If the sample does not give a Go result at the maximum machine impact or friction, then it is regarded as safe under those precise conditions. In the BOM test, the higher the number (in drop distance of a 5 or 10 kg weight), the more stable it is to impact.
You get the testing data. Now what?
Now how do you take numerical test data and convert it to safer operations? This is where engineers can be most useful. Imagine a substance that has a 34 inch BOM drop weight result with a 10 kg anvil. Will any process equipment mash down on the substance inadvertently? Put this ball in the court of engineers and let them chew on it. This data moves workers closer to confidence in safety.
Outsourcing safety testing and explosive screening can lead to a conundrum. Outsourcing anything means that certain expertise may not be internalized for your company’s use, the user or manufacturer. Commercial labs will absolutely not comment on how the material can be safely used, whether or not it is too dangerous or nominally safe under your use conditions. Safe use is not an endorsement they will make, they will only stand behind their results from standard testing protocols. I’d do the same.
Before safety testing you were alone. Now, with safety data, you are still alone but with numbers. Engineers and plant operators are invaluable in locating equipment that delivers impacts or friction. They can also help to identify non-grounded equipment that may generate or accumulate electrostatic charge. Always get the plant people involved.
It didn’t take long to realize that if we sent samples out to commercial labs for calorimetry testing, the samples were subjected to unfamiliar standard test methodology. Early on it was fascinating to see what kind of experimental setups were used and what the results looked like. Being a synthesis chemist I was unfamiliar with calorimetry. My earlier exposure to calorimetry was limited to what appeared in molecular dynamics and mechanics modeling. Acquiring actual data on reaction enthalpies and onset conditions myself awakened a fascination that carried me far into reaction calorimetry and thermochemistry.
What was not clear at the outset of receiving external calorimetric, electrostatic and explosive test data was what to do with it. Using external hazard data to inform operational procedure was new to everyone. Yes, we could learn from an ARC experiment what temperature the onset to a runaway condition begins, but how to use the measurements in practice wasn’t always obvious.
Incidents have three phases- initiation, propagation and termination. You have to ask this: if an incident initiates, what is the preferred propagation direction to termination? Yes, this can be controlled somewhat but only in advance. For instance, if an explosion happens, what is the least terrible direction for the blast to go? These matters should be considered in the design phase of construction of a chemical facility. If they weren’t, then decisions must be made despite the lack of preplanning.
As an example, a commercial explosives company I’m aware of built their manufacturing facility out in the European countryside. Explosive materials were prepared, stored and handled in small buildings distributed over a large area with distance, berms and trees separating them. If an explosion happened, the blast wave would be isolated from other assets and attenuated by distance, berms and forest. Here, the propagation phase was suppressed by distance and topography.
Another explosion highlights the folly of not segregating manufacturing operations. A plant manufacturing a hydroxylamine called HOBT suffered a catastrophic incident where a reactor blew apart explosively during a process previously performed many times. The reactor was housed in a structure that had expanded over time by adding manufacturing space by piecemeal addition as needed. This resulted in a building that was a rabbits warren of rooms and hallways even including admin space. The explosion did not just happen without warning. The reactor began to overheat from accumulating heat of reaction and became unresponsive to cooling efforts by the operator. As the operator turned to go get help, the reactor exploded sending parts up and out of the building, with the agitator landing on the roof of an adjacent business and onto railroad tracks. Heat transfer oil ran out of the building and flowing into the nearby river. The operator was blown through a sheet rock wall but survived. The shock wave propagated into adjacent spaces and down hallways, blowing out windows, internal and external doors including overhead doors.
The sad thing is that another plant suffered a devastating explosion 20 years earlier making the same hydroxylamine product. Perhaps lessons were learned at this plant, but those lessons didn’t to the other plant.
The lesson is clear. In chemical manufacture the R&D folks must be sure that all chemical properties are well understood and such knowledge is a part of accessible in-house expertise. If there is no R&D, meaning that a large scale procedure is simply written up and performed without the scrutiny of cold expert eyes evaluating it, then you are stepping onto a high wire without a net. Both plants making the hydroxylamine had experienced chemists on site and performed the procedure without incident many, many times. Even then, incidents happened but how many incidents were averted by expert judgement? We’ll never know.
Experience
Let’s talk about experience. Career chemists are like everyone else- they may have accumulated years of experience. Some of the learning’s a person has accumulated are captured in writing and available to staff. Other learning’s reside in a person’s head only and are perhaps regarded as ‘obvious’. Or the serious hazards are actually disclosed on the Safety Data Sheet which was filed away without scrutiny. Knowledge of explosibility of a particular substance could be too narrow by virtue of time and obscurity to serve as walking around knowledge by many chemists. Some of us are accustomed to spotting explosive functional groups (explosophores) on a molecule but many are not.
For some individuals, their 18 years of experience is better described as 6 years repeated twice, or worse. Years of experience should always imply years of continuous improvement.
The main reason that process safety was a separate department was to prevent production and R&D from having vested interest in how test measurement results were interpreted and used or ignored. If calorimetric data suggests that a particular process reaction can run away or if a reaction should be initiated and run at a lower temperature, managers personally responsible for productivity may object owing to increased plant time or lower processing yields. This is especially problematic if prior experience has never shown a hint of a hazard, yet. Or, incidents in the past were not taken seriously or properly understood. The phrase “we’ve always done it this way” can be a very difficult barrier to overcome. And even if overcome, can revert back to the old practices over time.
This forces management to deal with safety margins and acceptable risk. They should automatically understand that zero risk is not possible. However, they may look back over the production history and not realize that they spent too much time near the edge of disaster.
Unknown risks
Imagine wearing a blindfold while standing 2 meters from the rim of the Grand Canyon. Someone turns you around a few times to scramble your senses. Now, even while not knowing the location of the rim, it is possible to walk around blindfolded and not go over the edge. You could do this for a short or a long time period and not fall in. Slowly you begin to doubt the hazard is real since you have not gone over the edge. Soon the risk is forgotten in the frenzy to reduce costs. Then one day you fall into the canyon and on the way down you muse about your own folly.
Not a single reader has asked about the photograph in the header of this blog, so I’ll save the many peoples of the world from having to ask. Mineral collecting has been a lifelong weakness of mine so there was no surprise when I bought the pink mineral in a rock shop in Leadville, Colorado. The pinkish mineral in the sample is rhodochrosite, the state mineral of Colorado. Like most samples, it comes from the now-closed Sweet Home Mine, a failed silver mine in Buckskin Gulch outside of Alma, CO, between Breckenridge and Fairplay. If you are ever in Denver with spare time on your hands, the mineral collection at the Denver Museum of Nature & Science has a stunning collection on display of rhodochrosite from the Sweet Home Mine.
Source: Google Maps. Location of Sweet Home Mine outside of Alma, Colorado.
To get to the site take gravel road 8 from Alma up Buckskin Gulch which eventually terminates at a trailhead near the base of several fourteeners in the Mosquito Range. We once tried to find the mine by driving up the gulch above Alma, but there were no signs identifying the mine.
Source: Google earth. Location of Sweet Home Mine in Buckhorn Canyon.
While we did not positively identify the mine on our trip, a photograph (below) was found later of a building associated with the mine. We did see it but sailed right on by. The mine is located on private property so wandering around the site is not permitted.
Source: Facebook. The famous Alma King rhodochrosite specimen with museum dudes for scale.
Source: personal specimen purchased at a rock shop in Leadville, CO. The rhodochrosite section is placed next to manganese on the periodic table just because it looked cool. The gold-colored bits on the specimen are likely chalcopyrite.
The mining district was discovered in the usual way- the search for placer metals like gold led miners up Buckskin Creek into the gulch looking for the source of the lode deposit. Originally a silver mining claim was made in 1873. The sporadic silver mining operation was abandoned in 1966. In 1991 the mine was bought out by Collector’s Edge Minerals, a consortium, and modernized. After a period of activity, the Sweet Home Mine was closed in 2004. However, another mine called the Detroit City Portal was begun by Collectors Edge on nearby Mt. Bross in 2016. This new operation, yielding many fine specimens was finally closed in September of 2024.
Source: Mindat.org. Looking north towards the Sweet Home Mine and what appears to be Mt Democrat on horizon.
“Mineralization is generally in base metal-silver-rhodochrosite-fluorite veins predominately hosted by meta-igneous and metamorphic rocks, with minor mineralization in porphyritic dikes and pegmatites. There are five main veins in descending order of production: the Main, Tetrahedrite, Watercourse, Blaine and Blue Mud veins. The Blue Mud Vein is a barren post-mineralization fault-vein, and production from the Blaine Vein was minor. Overall, the planned extent of the mine is small (1000 feet x 400 feet) with about 5,000 feet of workings, and the overall hydrothermal alteration zone small, despite evidence of on-strike continuation of the veins in the collapsed Tanner Boy workings directly across Buckskin Gulch. And even within a vein, rhodochrosite finds were limited.”
“Three conditions were responsible for the formation of vugs: (1) changes in strike and dip of veins, (2) vein intersections, and (3) openings formed by fault bends controlled by host rock foliation. In general, the 2nd condition was responsible for major pockets, and the 3rd for most smaller pockets. Exploration focused on fault/vein intersections. Fluid inclusion studies suggest that the hottest fluid flow produced the gemmiest ruby-red rhodochrosites.” Minedat.org
Deposits found in the mine result from mineral-saturated hydrothermal fluids moving from the mineral source-rock into faults and fractures in the formation that were cooler, leading to precipitation of the minerals. The large size of the rhodochrosite crystals in the museum collection suggests that the precipitation was gradual.
According to Minedat.org, after the buyout of the Sweet Home Mine by Collector’s Edge Minerals and subsequent modernization, ground penetrating radar was used to survey for vugs. According to the AI overview by Google in a search for “vugs”-
Vugs are- “small to medium-sized hollow spaces or cavities within rocks, often lined with beautiful, well-formed crystals like quartz or calcite, formed by mineral-rich fluids filling natural voids left by dissolution, tectonic shifts, or gas bubbles in volcanic rocks, prized by collectors for their exposed crystal formations.”
Only makes sense, right? Liquids within voids in the rock have the opportunity for crystals to grow into. Vugs are associated with faults and fractures which can be filled with hydrothermal fluids within a formation. Lode gold, silver, lead, etc., as well as quartz may line or even fill the vug. This is why some of the best mineral crystals are only found in mines and this certainly applies to rhodochrosite. Rhodochrosite contains manganese (II) which is oxidizable to a higher, more positive oxidation state, so protection from atmospheric oxygen deep within a rock formation prevents decomposition of the mineral.
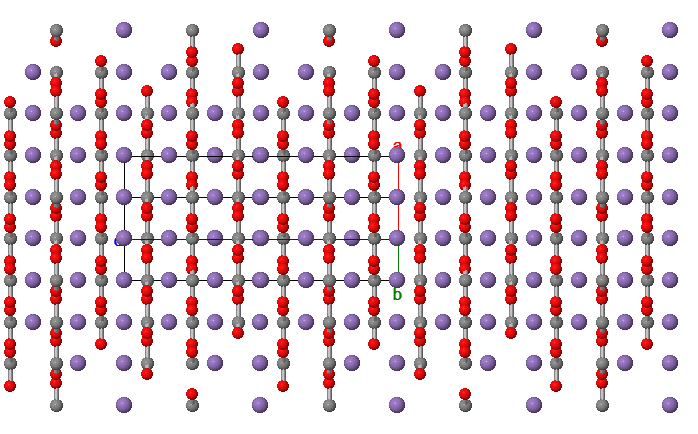
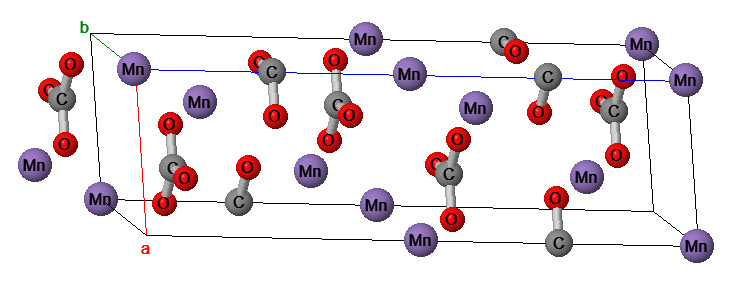
Crystallographic structures of rhodochrosite are shown below-
Source: Mindat.org. A view of the crystal structure rotated to see the planar arrangement of Manganese (2+) in purple and carbonate anions (2-) in grey and red.
Source: Minedat.org. In this view the alternating layers of carbonate anions (CO3 2-) delineating the carbon and oxygen atoms. The trigonal shape of carbonate can be seen.
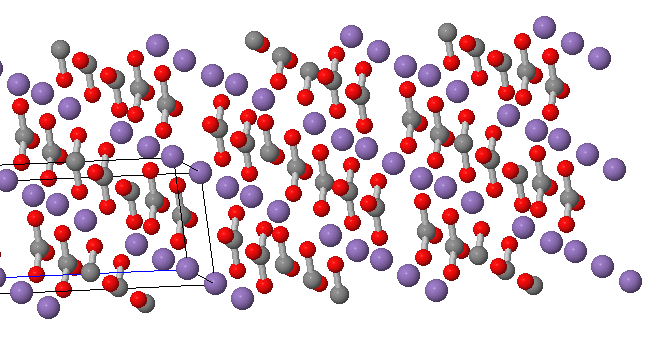
Below is a representation of the unit cell with atom labels. Clear images are tricky with crystal structures. Overlapping features are hard to avoid.
Source: Minesdat.org. The labeled unit cell of rhodochrosite. Partial carbonate structures can be seen contributing to the unit cell.
Rhodochrosite is manganese (II) carbonate, MnCO3, and is insoluble in water but as a metal carbonate it is acid sensitive and therefore subject hydrolysis or chemical or microbial oxidation to Mn(III) or Mn(IV). Like a great many common ionic substances, it is not regarded as suitable for jewelry applications because it is not comprised of silicate or aluminum silicate subunits common in semiprecious and more robust minerals like sapphire, beryl or garnet. The structure is composed of MnO6 octahedra connected by trigonal carbonate units. The large buff-colored balls are manganese atoms and the smaller, bluish-colored balls connected directly to the manganese atoms are oxygen atoms. The middle-sized darker balls not connected directly to the manganese atoms are the carbon atoms of carbonate.
Manganese is not uncommon in the Colorado Rockies. A mining geologist once complained to me that there was so much manganese in their gold mine tailings that it was a regulatory problem for them. For a time pyrolusite, or manganese dioxide (MnO2), was mined in Colorado, near Salida. Never a large operation, pyrolusite could be used in the extraction of gold from its ore.
Crushed pyrolusite was placed below a wooden container along with sodium chloride. To this mixture was added concentrated sulfuric acid. This generated gaseous hydrochloric acid which was then oxidized by the manganese dioxide in the pyrolusite into chlorine gas which flowed up through the container of gold ore combined with the gold ore and generated gold chloride. The water-soluble gold chloride was removed with water, then isolated and into this pregnant solution was dumped scrap iron. The iron reduced the gold chloride and finely divided gold precipitated out. This was a pretty danged clever method for use in the field as it required only water, NaCl, H2SO4 and pyrolusite mineral which could have been mined in Colorado.
Oh, BTW. You might know that a way to generate a stream of fairly dry HCl gas (in a lab fume hood!!!) is to place granular NaCl into a vented flask and slowly drip conc H2SO4 from an addition funnel on it. A stream of nitrogen is used to force a flow of HCl out of the flask and through a sparge tube into your reaction flask.
And, speaking of metals ...
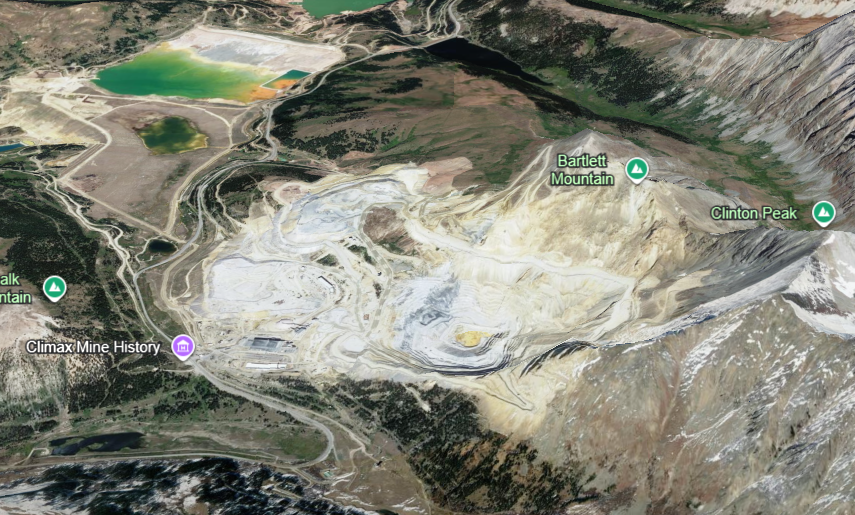
Nearby the Sweet Home Mine, a hop, skip and a jump across the ridge to the NW is the Climax Molybdenum Mine on Fremont Pass just west up the road from the Copper Mountain Ski Resort. This major mining operation is owned and operated by Climax Molybdenum Company, a subsidiary of Freeport-McMoRan. If you look at the image for a minute, perhaps you can see that most of Bartlett Mountain is gone. Just imagine laboring in a frigid mine above the 11,000 ft altitude. I’d be dead by noon the first day …
Source: Google Earth. Just a few miles NNW of the Sweet Home Mine is the Climax Molybdenum Mine on Freemont pass.
The mineral of interest at the Climax is molybdenite, or molybdenum sulfide, MoS2. The deposit was discovered in 1879 by prospector Charles Senter who was actually prospecting for gold or silver. By 1895 Senter found a chemist who determined that the mineral contained molybdenum. At that time, however, there was no market for the moly. In a few years steelmakers discovered that molybdenum had application in steel making and, with the onset of WWI. the mine went into full production after it was discovered that the Germans were using it to strengthen steel in their tanks and weapons.
The National Mining Museum and Hall of Fame down the road in Leadville has a large collection of interesting artifacts from early mining efforts at Climax. If you have been in many mines, you’ll know that they are mostly hallways that have been blasted out of solid rock. When mining activity stops, they are eerily quiet.
Image source: National Mining Museum in Leadville, CO. Colorized photo of lunch time in the mine.
Molybdenum sulfide is also valued as a dry lubricant for use in the temperature extremes and vacuum of space. Dry, low vapor pressure lubricants are used to prevent evaporation and contamination of optical surfaces on a satellite.