The US Energy Information Agency, EIA, has just released a new energy conversion relationship for the British thermal unit (Btu) and the kilowatt-hour (kWh). It is 3412 Btu/kWh.
On September 26, 2023, we released our primary report on recent and historical energy statistics, the Monthly Energy Review(MER). Beginning with the September 2023 MER, we have updated the way we calculate primary energy consumption of electricity generation from noncombustible renewable energy sources (solar, wind, hydroelectric, and geothermal). We will now calculate consumption of noncombustible renewable energy for electricity generation using the captured energy approach, which applies a constant conversion factor of 3,412 British thermal units per kilowatthour (Btu/kWh), the heat content of electricity. This approach is a change from our current methodology, called the fossil fuel equivalency approach. The captured energy approach is more consistent with international energy statistics standards than the fossil fuel equivalency approach.
I post this kind of petroleum-related information with the hope that more people will pay attention to large-scale energy in general and oil & gas in particular. It is fashionable to pooh-pooh the petroleum sector for several reasons but, like it or not, it is one of the pillars of civilization. If we are going to be steering it in some particular direction, we should know a bit more about it.
There is a great deal of fascinating technology in oil & gas extraction and refining. The funny thing is that when you learn more about a subject, the more level your viewpoint on it will become, to the plus or minus side.
An article by Kevin Crowley, Bloomberg News, 9/23/23, reports that ExxonMobil Corp. has already begun to adapt to the decline in demand for gasoline and diesel as the switch to electric vehicles and renewable energy progresses. ExxonMobil operates the largest oil refining network in the world with 13 refineries presently in operation. It sold 5 refineries in the last 4 years in order to focus on cost cutting and improvements in performance of the highest performing facilities. ExxonMobil’s interest in refining dates back to the early days of its progenitor, Standard Oil Company, founded by John D. Rockefeller.
The oil majors are not blind and deaf to the swing towards the replacement of gasoline and diesel powered vehicles. In the case of ExxonMobil, they are planning on switching to production of petrochemical feedstocks in their refineries. They expect that their high-performance chemicals will see 7 % growth per year. Exxon believes the key to its success will be in chemical products. These chemicals are used in manufacturing of industrial and consumer products, from lubricants to pharmaceutical raw materials. Many of the ingredients you see in consumer products have their beginning as crude oil flowing out of the ground somewhere.
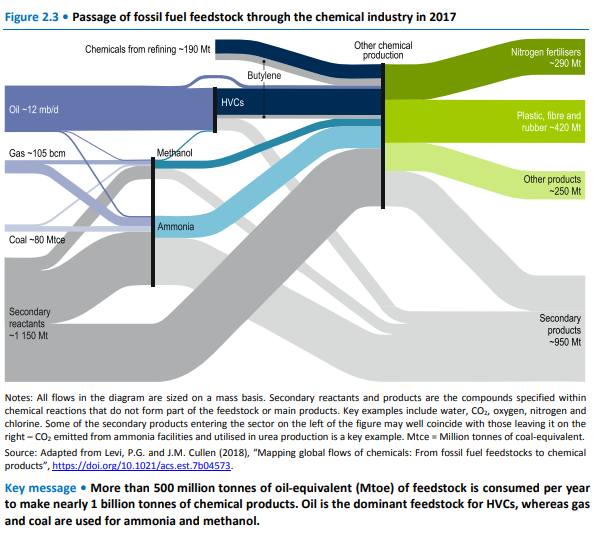
I am asking this question because the transition away from fossil fuels will have a serious knock-on effect on a very large sector of the global economy. Of the total liquid hydrocarbon production, 14 % goes to the petrochemical markets. Of natural gas production, 8 % goes to petrochemicals.
There is a serious complication connected with the idea of shutting down the combustion of hydrocarbon fuels. The elimination of oil and gas combustion activity means that crude oil production drops precipitously and therefore so would refining. Oil refineries are designed to maximize the volume of their most profitable products while minimizing their cost to manufacture. I refer to gasoline, diesel and aviation fuel. Petrochemicals come from oil and gas. Their economics ride on the coattails of fuel production to some extent in terms of scale. Refineries are physically large operations so as to operate with the maximum economy of scale. Maximum economy of manufacturing scale drives consumer prices downward.
Refineries produce much more than fuels. They produce asphalt, lubricating oil, polymer raw materials, petrochemicals for pharmaceuticals and other raw materials for thousands of products we take for granted. There are countless uses for petrochemicals beyond throw-away plastic bottles and bags. Just look around where you are sitting this very moment. Unless you are in Tierra del Fuego or Antarctica, you can’t help but see examples of hydrocarbon applications.
“Our economies are heavily dependent on petrochemicals, but the sector receives far less attention than it deserves. Petrochemicals are one of the key blind spots in the global energy debate, especially given the influence they will exert on future energy trends.” Dr Fatih Birol, Executive Director, IEA
Could refineries adapt to the loss of a large fraction of their fuels production and still produce petrochemicals? Engineering-wise, I’d say yes. But as far as economics go, that is a harder question to answer. Company officers have a fiduciary responsibility to the stockholders. This is a baked-in feature of corporate business. The promise of ever-increasing margins and volumes is part of that. Switching gears towards sustaining the petrochemical sector in the face of declining fuel sales is natural in one sense, but if it involves declining EBITDA over time, it could be disastrous for the stock market. Petrochemical prices might have to climb drastically to sustain earnings. Players in the global oil & gas market are extremely twitchy. The mere suggestion of a potential problem is enough to send prices soaring or diving. Luckily, a wind-down of fuel production will take some time during which the players might be able to compensate.
Look around you. How many consumer goods come in plastic containers or plastic film-coated paper? All of our electronic devices are built into casings of some sort, most of which have plastic or fiberglass (resin impregnated glass fiber) components. The list is endless. For many or most of these things to stay on the market, a substitute material will be needed to replace the hydrocarbon-based materials. Wooden casings for computer monitors and iPhones? What about paint? Paint is loaded with hydrocarbon components.
A vast number of products we take for granted use hydrocarbon materials in some way. Perhaps renewable plastics will scale to meet certain demands. Recycling applies only to those plastics that can be melted- the thermoplastics. Thermoset plastics like melamine cannot be melted and so cannot be recycled. Recycling only works if consumers close the recycling loop. Plastics must be carefully sorted in the recycle process. When a mixture of plastics is melted, the blend can separate like oil and water producing inferior product. National Geographic has a good web page describing recycling.
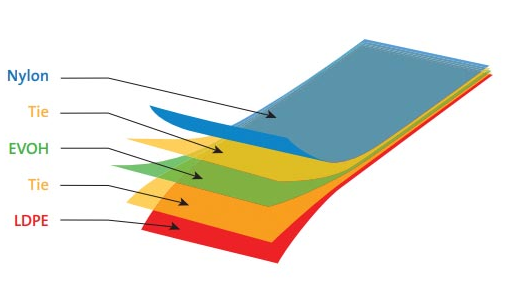
Some plastics such as clear, colorless polyethylene films are usually pure polymer. Most synthetic polymers are colorless. In general, any synthetic polymer that is colored has pigments in it. Black plastic is loaded with soot for instance. Many polymer films for packaging are multilayered with different types of polymer layered together.
Waste thermoplastic with food residues is very problematic, especially those with oil residues. Waste plastic for recycle must be clean. Multilayer plastic films are not suitable for recycling either.
Source: Technical Bulletin, Saint Gobain. Multilayer film structure with 3 different films and two tie layers between them. The Nylon layer provides toughness and tear resistance. The polyethylenevinyl alcohol (ethylene-vinyl chloride copolymer) layer (EVOH) blocks the transmission of oxygen and carbon dioxide. Low density polyethylene (LDPE) layer provides broad chemical compatibility along with biocompatibility for safe handling of biopharmaceuticals. Not all polymers are compatible with melt bonding. The tie-layer is a melt-bondable adhesive polymer film that hold the layers of polymer into a single film. The tie layer polymer is often a polyethylene film that has a surface layer of organic acid or anhydride groups that can bind to other polymers by melt bonding.
Other additives such as plasticizers are present in flexible plastics like polyvinyl chloride (PVC) or other compositions where suppleness is important. Pure PVC is rigid. Additives are an industry unto its own. The varieties and grades in the plastics business is mind boggling. The variety of plastic compositions is too diverse to allow recycling of all plastics.
The point of this plastics background is to suggest that there are so many types and blends of plastic on the market- which is made even more complex by labels and additives -that the scope of polymer recycling must be narrowed to a few of the larger volume plastics. This is what is done today. LDPE, PP and PETE are the major polymers that are recycled in the US. Apparently, Japan is good at recycling. We in the US do poorly.
Polymer manufacturing is likely to continue indefinitely. There is simply too much money at stake for the big oil & gas and petrochemical players to deconstruct themselves to a large extent. They will, however, follow the consumer, but how far?
So, the question is this- for the sake of keeping a viable petrochemical stream in place while hydrocarbon fuel consumption declines, how much hydrocarbon fuel can we burn per year without exceeding the capacity of the earth to absorb the CO2 produced? We want to lower the slope of the atmospheric CO2 curve enough to achieve a reasonable steady state. The global economy depends very much on the production and use of petrochemicals. People will generally avoid economic suicide.
Where is the balance point for a sustainable production of necessary petrochemicals and the decommissioning of hydrocarbon fuel production? I certainly don’t know.
Note: Below is a quick safety brain-dump from a career in academic chemistry labs and chemical manufacturing facilities. It is not meant to be an unabridged guide to lab safety. Look elsewhere for that. it is easy to overlook Safety Data Sheets that come with chemical purchases.
At some time in their chemistry education the student should have had a good look at the chemical Safety Data Sheet or SDS for the chemicals and solvents they are using. While not necessarily very informative in terms of reaction chemistry, these documents are taken very seriously by many groups who can/will have an impact on your chemistry career and safety. Regardless of your walking-around-knowledge about a chemical substance, you should understand that the people who respond to emergency calls for a chemical incident will place a high reliance on what is disclosed on an SDS. A student who is connected with an incident won’t be the first point of contact when the fire department or ambulance arrives and wants information. In fact, it is highly unlikely that a student will ever have direct contact with a responder unless it is with an EMT.
Know where the SDS folder is. It may be in print or online.
When emergency responders arrive at the scene of your chemical incident, they will have protocols built into a strict chain of command. All information will pass through the responder’s single point of contact. The fire fighter with the fire hose is not the person you should try to communicate with. Information regarding the incident must be communicated up the chain of command from your site incident commander. The person responsible for the lab should know who that is. The staff at the incident site (your college) will also have protocols built onto a chain of command. Again, “ideally” the incident commander at the incident site will ask for information from others on the site regarding details on the event including the headcount (!) and communicate it to the incident commander of the responders. This is done to avoid confusing the responders with contradictory or useless information. Do not flood the responders with extraneous information. Don’t speak in jargon. If there are important points like “it’s a potassium fire”, pass it along. If there are special hazards like compressed hydrogen cylinders present, they’d like to know that too. Answer their questions then step back and let them do their job.
When responders arrive at the scene of a chemical incident, the first question they will ask is if everyone is accounted for. If everyone is accounted for, they will not risk their lives in the emergency response. However, if there are people unaccounted for or known to be trapped in a dangerous place or incapacitated, the responders will take greater chances with their own safety to rescue the victims. They will act to minimize property damage only if it can be done without risk to life and limb. Nobody wants to die saving property.
College chemistry departments that I have been involved with have had a flat policy of evacuating everyone from the building and congregating them at a defined location in response to an alarm. That way there is at least some reasonable chance that an accurate head count can be made. If technical advice is needed, faculty connected with the incident site should be consulted. The college will have an Environmental Health and Safety (EH&S) group or person who presumably will take charge of the incident on the incident side. The leader of EH&S should be informed of any hazards unique to the substance of concern if there is no SDS. Let them communicate with the responders. Generally, we chemists help most when we keep out of the way.
College chemistry departments are famous for housing one-of-a-kind chemical substances in poorly labeled bottles in faculty labs. These substances almost never have any kind of safety information other than perhaps cautionary advice like “don’t get it in your eye.” Luckily, university research typically uses small quantities of most substances except perhaps for solvents. Solvents can easily be present at multiples of 20 liters. These large cans are properly kept in a flammables cabinet. While research quantities may not represent a large fire hazard initially, there could easily be enough to poison someone. When you get to the hospital, the ER folks will have to figure out what to do with your sorry ass lying there poisoned by your own one-of-a-kind hazardous material.
In principle, the professor in charge of a chemistry research lab should be responsible for keeping an inventory of all chemicals including research substances sitting on the shelf. Purchased chemicals always have an SDS shipped with them. These documents should be filed in a well-known location and available to EH&S and responders.
The chemistry stockroom is a special location. Chemicals are commonly present at what an academic might call “bulk” scale, namely 100 to 1000 grams for solids and numerous 20 L solvent cans. The number of kg of combustibles and flammables per square meter of floor space is higher here. The stockroom manager should have a collection of SDS documents on file available to responders.
Right or wrong, people positively correlate the degree of hazard to the nastiness of an odor. Emergency responders are no different. This is another reason why it is critical for them to have an SDS. People need to adjust their risk exposure to the hazard present as defined by an SDS. We all know that some substances that are bad actors actually have an odor that is not unpleasant for a short time, like phosgene. Regardless of this imperfect correlation, if you can smell it, you are getting it in you and this is to be avoided. Inhalation is an important route of exposure.
In grad school we had an incident where a grad student dropped a bottle in a stairwell (!) with a few grams of a transition group metal complex having a cyclooctadiene (COD) ligand on it. Enough COD was released into the stairwell to badly stink it up. They didn’t know if it was an actual chemical hazard or not, so they pulled the fire alarm handle. The Hazardous Material wagon showed up right next to 50-60 chemistry professors, postdocs, and grad students. The responders were told what happened and with what, so they dutifully tried to find information on the hazards in their many manuals. They did not find anything.
They had 50-60 chemists within spitting distance but didn’t ask us any questions. This is because they are trained to respond as they did. This was a one-off research sample of a few grams but it had an obnoxious smell with unknown hazards. Finally they sent in some guys in SCBA gear and swept up the several grams of substance and set up a fan for ventilation. Don’t be surprised if the responders don’t have special tricks up their sleeves for your chemical event. They can’t anticipate every kind of chemical incident.
Long story short, both the responders and the chemists didn’t have any special techniques tailor made for this substance. There was not evident pyrophoricity or gas generation. It was a dry sample so no flammable liquids to contend with. The responders used maximum PPE and practiced good chemical hygiene in the small clean up. Case closed.
An SDS is required for shippers as well. It shows them how to placard their vehicles according to the hazards. Emergency responders need to see the SDS in order to safely respond to an overturned 18-wheeler in the road or to a spill on a loading dock. It could also be that the captain of container ship wants to know precisely what kind of hazardous materials are visiting his/her ship.
Finally, an SDS should be written by a professional trained to do it properly. By properly I mean by someone who understands enough about regulatory toxicology, emergency response, relevant physicochemical properties, hazard and precautionary statements and shipping regulations to provide responders with enough information to respond to an incident. Here, incident means an unexpected release with possible exposure to people, a release into the environment or a fire or possible explosion.
In my world, the word “accident” isn’t used so much anymore. With the advent process hazard analysis (PHA) required by OSHA under Process Safety Management prior to the startup of a process, potential hazards and dangers are anticipated by a group of experienced experts and adjusted for. So, it is getting harder to have an unexpected event. “Accident” is being replaced with the word “incident.”
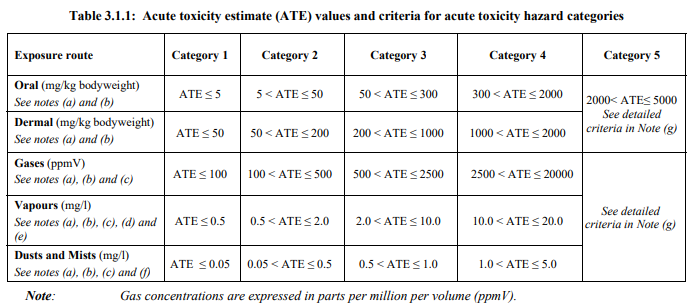
Toxicology is a specialty concerned with poisons. Regulatory toxicology refers to the field where measurements and models are used to define where a substances belongs in the many layers of applicable regulations. Toxicity is manifested in many ways with many consequences and each way is categorized into levels of severity. There is acute toxicity and there is chronic toxicity. Know the difference. That said, dose and exposure are two different things. Exposure relates to the presence of external toxicants, i.e., ppm in water or micrograms per cubic meter of air. Dose relates to the amount of toxicant entering the body based on the exposure time in the presence of a toxicant and the route of entry.
An SDS uses signal words like “Caution”, Warning”, or “Danger”. A particular standard test is needed to narrow down the type and magnitude of the toxicity. The figure below from the GHS shows the thresholds for categorization of Acute Toxicity.
Hazard and precautionary statements are important for an SDS. Rather than having everybody dreaming up their own hazard descriptions and precautions, this has been standardized into agreed upon language. Among other sources, Sigma-Aldrich has a handy list of Hazard Statements and Precautionary Statements available online.
Regulatory toxicology is very much a quantitative science enmeshed with a web of regulations. The EPA for instance does modeling of human health and environmental risks based on quantitative exposure or release inputs. Without toxicological and industrial hygiene testing data, they may fall back on model substances and default, worst case inputs to their models. In reality the certain hazard warnings you see on an SDS may or may not be based on actual measurement. The EPA can require that certain hazard statements be put on a given SDS based on their assessment of risk using models or actual data.
To be clear, hazard information reported on an SDS are considered gospel to emergency responders. Chemists of all stripes should be conversant with Safety Data Sheets and have a look at them the next time a chemical arrives. Your lab or facility should have a central location for SDS documents, paper or electronic.
In the handling and storage of chemicals, some thought should be given as to how a non-chemist would deal with a chemical spill. Is the container labeled with a CAS number or a proper name rather than just a structure? A proper name or CAS # could lead someone to an SDS. Is there an HMIS or other hazard warning label? There are many tens of thousands of substances that are either a clear, colorless or amber liquid or a colorless solid. If not for the sake of emergency responders then for the poor sods in EH&S who will likely have to dispose of the stuff when you are long gone. Storing chemicals, liquids especially, with some kind of secondary containment is always a plus. Keep the number of kilograms of combustibles and flammables in the lab to a minimum. A localized fire is better than a fire that quickly spreads to the clutter on the benchtop or the floor.
Reuters has reported that the crack spread enjoyed by oil refiners is currently sitting around $37.50. The crack spread is the difference between the price of crude oil and the petroleum products coming from it. This number is an indicator of the profitability of refinery output.
Cracking is a major operation at oil refineries where heavy, long chain hydrocarbons are broken into shorter chain hydrocarbons. Crude oil naturally contains a limited amount of components suitable for modern engines. An important attribute is branching. The goal is to produce the most valuable products from otherwise longer chain, lower value hydrocarbons.
A Scratch in the Surface of Gas Chromatography
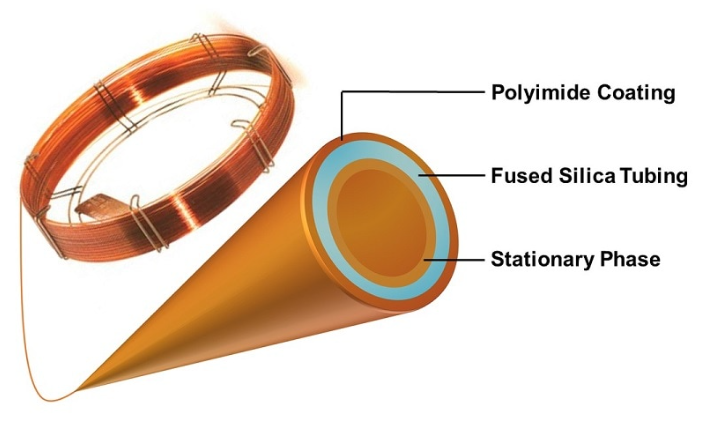
The analytical workhorse of the petroleum refinery is the gas chromatograph, or GC. The GC consists of a precisely controlled oven and within it is a coiled, small diameter hollow fiber many meters in length. It is called a capillary GC column. At one end of the column is an injection chamber with a silicone septum that samples are injected through via syringe. This chamber is hot enough to flash evaporate the sample but not so high that it decomposes. For instance, I have usually used a 250 oC injector temperature. A common volume of liquid to be injected is 1 microliter. The sample can be neat or a solution and must be scrupulously free of particles.
Inside the injector is the carrier gas input- helium is often used. A large amount of the vaporized sample is flushed out of the injector leaving only a small quantity of sample to be injected. Connected to the injector is the entrance of the capillary column. The goal is to inject a very narrow plug of sample into the capillary column all at once. After the injection, the detector is activated and the data collection begins. Progress can be followed in real time or not. Once the sample is on the column the GC run must be taken to completion. There is no reset for the column.
The inside surface of the long capillary column can be just fused silica or it can have a coating. In any case, the components of the sample each have a different affinity for the inner wall of the capillary. As the carrier gas pushes the vaporized sample components along, the components with the least affinity for the inner column surface advance through the column fastest and arrive at the detector earlier. Generally, the higher the molecular weight, the lower the volatility and the longer it takes to exit the column.
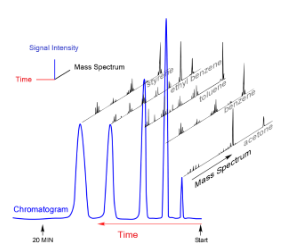
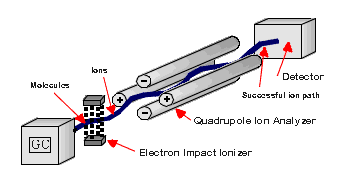
At the terminus of the capillary column is the detector. There are a variety of methods used to detect sample and send a signal to the plotter or computer. A particularly useful type of GC system uses a mass spectrometer as a detector. The flow of components enters an ionization chamber and positive ions are generated by electron impact and sent through the mass analyzer and on to the detector. This is occurring continuously as the sample components exit the column. As the components are detected, a regular chromatogram is collected and displayed. The difference with the mass spec detector is that along the timeline, mass spectra are also collected. It is possible to select any given peak in the chromatogram and display the mass spectrum.
A mass spectrum for every peak. Source: God I hope they don’t mind my using this graphic. American Chemical Society. I don’t need ACS goons banging on my door again!
Graphic from NASA showing schematic of the GC Mass Spec aboard the Huygens probe to Titan.
A mass spectrum detector offers the possibility of identifying the individual peaks from the molecular ion mass and the fragmentation pattern. That said, not all mass spectra are easily interpreted. Only cation fragments are visible. Neutral fragments must be inferred.
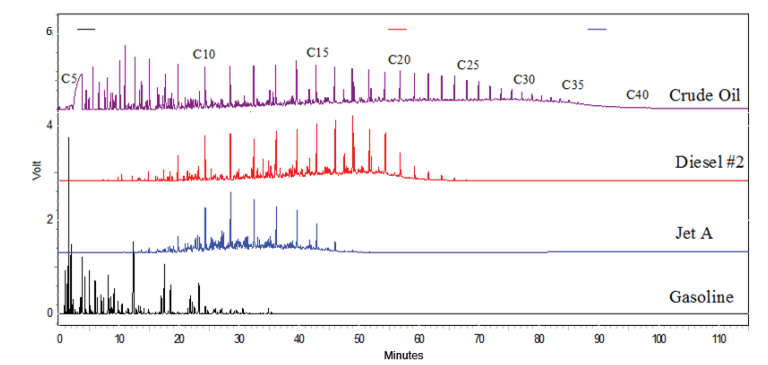
A stack of gas chromatograms showing the components of crude oil and several derived products below it. Each peak indicates a single component with the intensity along the y-axis and time in minutes along the x-axis. The area under each peak is proportional to the % composition in the sample. On the left side of the chromatogram are the components that are more volatile and exit the GC column earliest. The right side shows the components that exited the column after longer intervals. They are the longer chain molecules. Source: IRTC.
Back to the Crack
The most valuable refinery products are gasoline, fuel oil (including diesel), and aviation fuel. Within these three areas are subcategories that split into different product lines. These fuel product categories are defined by the number of carbon atoms in the blend of hydrocarbon molecules, saturation, and branching.
Refineries produce blended fuels affording certain properties according to their use. These properties include boiling point and vapor pressure specifications, octane or cetane numbers, viscosity, and pour point specifications. Between distillation, cracking, aromatization and reforming a wide variety of hydrocarbon substances are available from refining for formulation. A refinery is engineered to produce the largest volume of the most valuable hydrocarbons from continuous flow processes at the greatest profit.
Oh, I was just joking about the ACS goons. They don’t bang on your door.
My, my, my. Rober F. Kennedy Jr. really screwed the pooch with his comments on ethnically targeted COVID-19. Reportedly, he said “there is an argument that (COVID-19) is ethnically targeted”, adding “Covid-19 is targeted to attack Caucasians and Black people. The people who are most immune are Ashkenazi Jews and Chinese …. we don’t know whether it’s deliberately targeted or not.” If this quote is correct, he did not actually say that COVID-19 was ethnically targeted, but rather that “there is an argument …”. It is much like saying “is Bob still beating his wife? I just don’t know …” Whether he endorses the targeting theory or not isn’t clear, but he was willing to trot out this provocative statement to make his point. There was much blowback. Given the racial undertones, it was a large blunder.
RFK Jr. is well known as an advocate for conspiracy theories, some of which are whoppers. The online news magazine Slate has an article that compiles them. I find that his portfolio of mania is exhausting. The thought of pushing back against such seems like a fool’s errand. It reminds of a line in the movie True Grit: “What have you done when you have bested a fool?” What is the point in debating him?
RFK Jr. is a Harvard grad and went the University of Virginia School of Law to get his JD degree. He had a few slip ups early in his career but recovered. He spent most of his career as an environmental lawyer and has fought many laudable battles for environmental justice. Somewhere along the line he went off the rails and landed in the crackpot ferry to conspiracy land. RFK Jr. is a penetrating anti-vaccine voice who can draw large crowds if for no other reason just to see him.
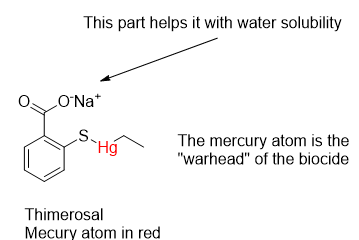
The substance of concern behind much of the anti-vaccine Sturm und Drang is Thimerosal. It is a synthetic organomercurial compound that is effective against bacteria and fungi. Its biocidal properties have been known since the around 1930. Mercurials have been used since the time of the Swiss alchemist Paracelsus (Philippus Aureolus Theophrastus Bombastus von Hohenheim) in the 1500’s. Paracelsus is known for the pronouncement that “only the dose makes the poison.” This remains a fundamental principle of toxicology.
The early mercurial medicaments used by Paracelsus were simple inorganic salts of mercury(II) like mercuric chloride, HgCl2, or mercury(I) like mercurous chloride, Hg2Cl2, also known as the mineral calomel. Mercuric chloride is prepared by treating liquid mercury with sulfuric acid followed by addition of sodium chloride for anion exchange. Mercurous chloride is prepared by heating mercuric chloride with mercury to do the reduction of Hg++ to Hg+.
Thimerosal is sometimes wrongly compared to methylmercury, a known and tragically toxic compound with the formula CH3Hg+X–. The X anion can be chloride, hydroxide or a thiol, depending on the source. It is an easy comparison to make because of the similarity of methyl (CH3) to the ethyl (CH3CH2) hydrocarbon group in Thimerosal, but research has proven it to be a poor comparison. Methylmercury compounds can be produced by aquatic microorganisms in water bodies in the presence of inorganic mercury. The methylation of natural biomolecules is a well-known process.
Like many metals, mercury has an affinity for sulfur, occurring naturally as mercury (II) sulfide, HgS, as deposits of Cinnabar or as a minor constituent with other minerals. It also has an affinity for sulfur-containing amino acids such as methionine, cysteine and homocysteine found in proteins. In the bloodstream mercury binds with proteins like albumin to the extent of 95-99 %. While in the body and exposed to water it decomposes to thiosalicylate and ethylmercury. Ethylmercury cation (CH3CH2Hg+) disperses widely and can cross the blood-brain and placental barriers.
According to Doria, Farina, and Rocha (2015) in Applied Toxicology, a comparison of effects between methylmercury and ethylmercury gave essentially the same outcomes in vitro for cardiovascular, neural and immune cells. Under in vivo conditions, however, there was evidence of different toxicokinetic profiles. Ethylmercury showed a shorter half-life, compartmental distribution and elimination compared to methylmercury. Methylmercury and ethylmercury toxicity profiles show different exposure and toxicity risks.
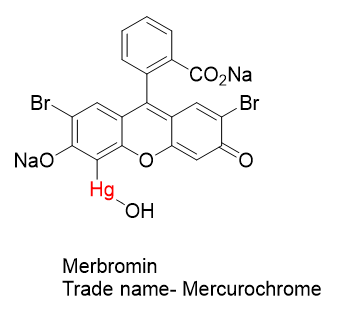
For many years, Thimerosal was sold as an antiseptic under the name Merthiolate as a tincture (an ethanol solution) by Eli Lilly and Co. Like most households in the 1960’s, we had it in the medicine cabinet or its cousin Mercurochrome. They were used for topical application to burns, cuts and scratches. Thimerosal has been used as a preservative in many health-related preparations such as vaccines, eye drops and contact lens disinfecting solutions. While the CDC has cleared it of doing harm, anti-vaccine mania hit the fan well before COVID-19 and RFK Jr. put his credibility and name recognition behind it.
Thimerosal was first prepared by chemist Morris Kharasch at the University of Maryland in 1927. An interesting technical summary of the substance can be found on Drugbank Online.
Kharasch is known for his pioneering work in free radical chemistry in the 1930’s at the University of Chicago but before that began his work with organomercury chemistry during the 1920’s while at the University of Maryland. His development of Thimerosal was a result of his organomercury work. He is also credited with opening the door to organic free radical chemistry leading to improvements in rubber polymer chemistry and manufacture. His work led to the use of peroxides to reliably induce the so-called anti-Markovnikov addition of a protic acid (HX) to olefins. The presence of trace peroxides was behind the unexpected “reverse” Markovnikov addition of seen in work with the addition of hydrogen bromide to bromopropene.
Kharasch’s early work in organomercury chemistry led to the invention (and patenting) of what became known as Merthiolate (thimerosal). Kharasch later worked as a successful consultant for Eli Lilly, the Du Pont Company, US Rubber, the US Army and others. In many cases these companies were the assignees of the patents.
Little mention is made of Morris Kharasch as a prolific and wide-ranging inventor with, by my count, 117 US patents with him as the inventor. So, why did Kharasch bother to patent Thimerosal? Did he anticipate its biocidal and preservative properties?
Kharasch references make mention of a 1931 patent regarding Thimerosal. That patent is STABILIZED BACTERICIDE AND PROCESS OF STABILIZING IT, US 1862896, appln. filed August 22, 1931, assignee: no party disclosed. The patent claims a process for and claims of water-soluble solution compositions. Numerous additives include antioxidants, alkyl amines, ethanolamine and borax. Claim 19 is telling. It claims the composition of sodium ethyl mercurithiosalicylate (Thimerosal), monoethanolamine, borax as a buffer and enough sodium chloride to make the composition sufficiently isotonic with the body fluids. In this patent the Thimerosal composition itself is not claimed, but as a component of a stabilized water solution. Claim 14 claims a water solution composition of sodium ethyl mercurithiosalicylate and an antioxidant which tends to “inhibit the acquisition” (odd choice of words) of burning properties by the solution. This plus the claim of an isotonic composition strongly suggests anticipated medicinal applications.
STABILIZED ORGANO-MERCUR-SULFUR COMPOUNDS, US 2012820, appln. Feb 17, 1934, assignee: Eli Lilly and Company. Claims a stabilized solution of alkyl mercuric sulfur compounds in water with aliphatic 1,2-diamines. Also claims Ethylenediamine ethylmercurithiosalicylate composition. This is similar to the ‘896 patent but specified ethylenediamines.
As mentioned above, the biocidal nature of inorganic mercurials had been known for a long time. There was actually limited success in the treatment of syphilis. But they were long known for being very harsh on the patient and grew out of favor when better treatments came along.
The antiseptic properties of Mercurochrome were discovered in 1918 at Johns Hopkins Hospital by urologist Hugh H. Young. Mercurochrome is essentially a dye molecule with an attached mercury warhead. There are three groups on the organic structure that aid in its solubility in water- NaO, CO2Na, and HgOH. Water solubility is often an important attribute in medicinal substances.
Given that antiseptic properties of organomercurials were known, it is perhaps not surprising that an enterprising Ukrainian immigrant with an interest in organomercurials like Morris Kharasch might want to patent his invention.
BNN Bloomberg published an article by David Wethe about a crisis building up in the Permian Basin shale-oilfield in west Texas. Drilling is facing the possibility of shutting down unless the new wastewater disposal wells are found. Wastewater is generated at a rate of 16 million barrels per day in the area and is pumped into disposal wells. The water can be up to 10 times saltier than seawater. These wells are seeing increasing backpressure indicating they are nearing capacity. Without disposal well space, oil drilling cannot continue to move forward. Associated with the disposal wells are earthquakes in the region.
From the article-
The Texas Railroad Commission, which regulates drilling in the largest US oil state, in December announced cuts to water disposal in certain areas after a 5.4-magnitude quake rocked the region.
“We are one earthquake away from having a whole different dynamic” in the shale sector, Railroad Commissioner Jim Wright told the Oilfield Water Markets Conference in Fort Worth this week. Drilling will “come to a screeching halt” unless the industry develops “seismic-resilient” disposal techniques or alternative uses for the 16 million barrels (672 million gallons) of wastewater injected underground in the Permian region on a daily basis.
The water-recycling sector only has the capacity to process about 30% of the waste flows for reuse in fracking, Amanda Brock, CEO of Aris Water Solutions, told the conference.
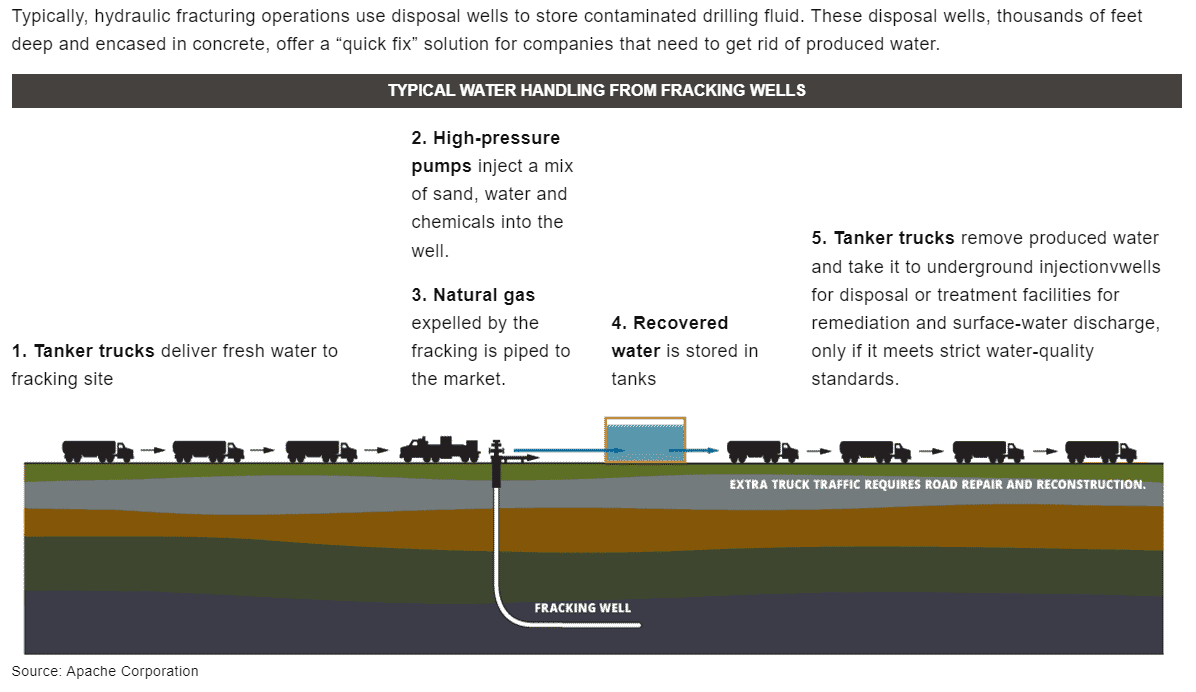
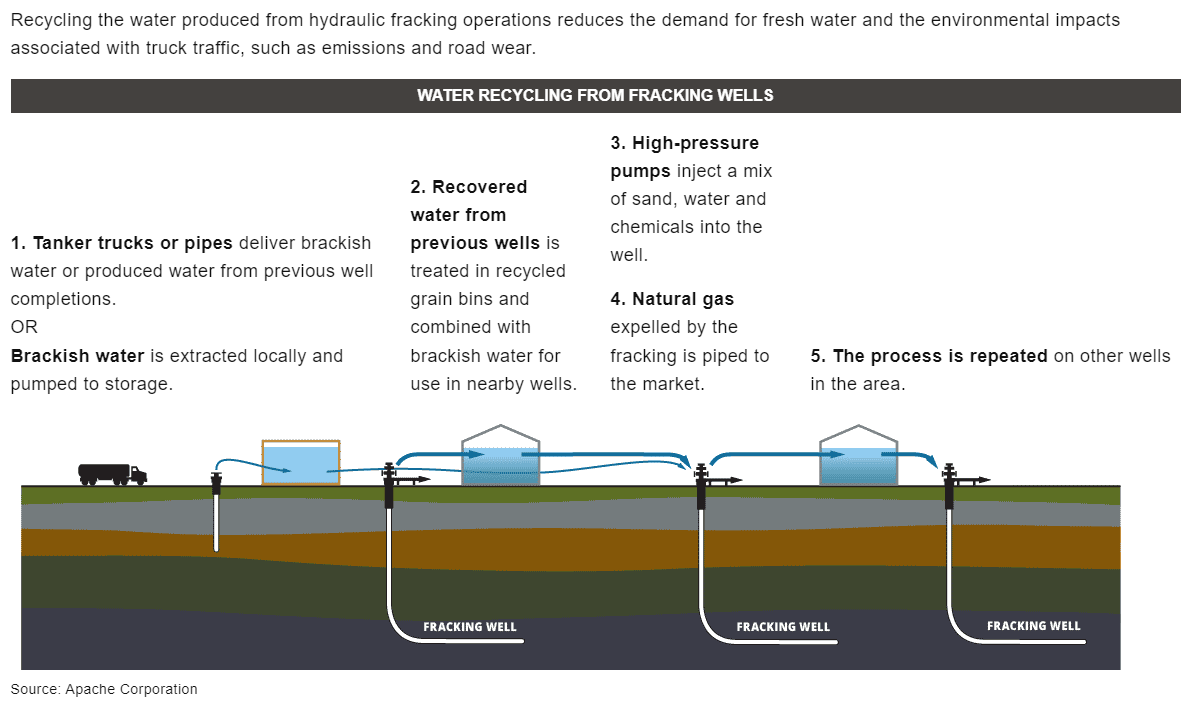
According to Apache, hydraulic fracturing, or fracking, can use 340,000 barrels of water per well. In order to conserve water, they treat and reuse water recovered from previous well completions. They also use brackish water from the local Santa Rosa aquifer which they collect in lined containment basins which can be transferred by pipes to other drill sites.
Say what you will about oil & gas companies, but this seems pretty progressive to me. The financial pressures on exploration and drilling people is immense. Compounding it is the highly volatile oil & gas market adding to the risk. It is no wonder that opening a new oil field is called a “play.”
Somehow Apache found the motivation and the funds to conserve water in an industry not known for progressive actions like this. The scheme does not seem technically difficult at first blush. It does, however, require up-from money to be allocated to the recycling infrastructure. Should the day come when recycling of water becomes mandatory, Apache will be in a good spot.
Hydraulic fracturing is a very contentious subject. Proponents cite the urgent need for oil & gas energy in the economy. This is meant to justify what environmental damage may come from it with their chosen practices. Opponents cite the adverse effects of leakage of both fracking fluid and produced water to potable groundwater. A pathway for drilling fluid migration also opens a pathway for oil & gas seepage as well. One EPA draft-document from 2011 is available for scrutiny. It is in regard to fracking activity in the Marcellus Shale area of Pennsylvania.
It is interesting to note that Radium-226 was identified in the water samples. Ra-226 is the most stable decay of the radium isotopes (alpha decay, half-life 1600 years) and derives from the uranium-238 decay chain. Ra-226 alpha decays to radon-222 (alpha, half life 3.8 days) followed by numerous alpha and beta decays to Lead-206 which is stable.
Drilling muds are highly engineered fluids that have very specific properties. They must have closely controlled density and rheology in order to perform properly. Returning drilling mud is stripped of drilling chips and sent back down the hole for recycling. Managing your drilling mud is an important part of the art and science of drilling for oil. I am unaware of the significance of ground contamination by drilling mud.
Online you can find a long list of substances used in hydraulic fracturing. There is a large variety of formulated commercial products, possibly containing multiple chemicals, that are used in fracking fluids in the US. Determining the actual chemical hazards at any given fracking site will require knowledge of what they are using. Safety Data Sheets may or may not be helpful in uncovering the chemical composition of a fluid. The hazards associated with fracking fluids naturally depends on the identities of the chemicals present, the amount of chemical and the way it is presented in the environment. Dose makes the poison as Paracelsus said in 1538.
Note to the wise: If you plan on raising a stink about “chemicals” in the local fracking activities, try to find out what chemicals are being used. Chemicals can vary widely in their toxic potency and health effects. Be armed with specific information to the extent possible. If you stand there angrily gibbering on about “chemicals” it will be seen as loudmouthed histrionics. Hand waving arguments can be brushed off with handwaving dismissal. If you can talk about specific chemicals, then you can bring the issue into a sharper focus and demand facts.
Dislaimer: I am not a food science guy and I have no formal training in dairy science. However, I worked in a dairy processing plant as a lab tech for three years and picked up a few things. This is my perspective from the manufacturing side.
Having worked in a dairy processing plant, I learned that there is no mystery to how cheese was invented/discovered. Just let milk sit unrefrigerated for a few days and it will clabber up. Stray bacteria, yeasts and mold spores are in the air and breath everywhere and many, if not most, are capable of feeding on the milk. In doing so, acids may be produced which will denature and unravel the proteins and bring them out of solution as a solid. Many microorganisms can ferment milk, but that is not to say that the cheese will be desirable or even edible. Before refrigeration, cheese was inevitable. Even with refrigeration cheese will happen, only a bit slower. Be one with the cheese.
As an undergraduate, lo these many years ago, I spent a few years working in the QC lab of a diary processing plant. My job was to perform certain analytical and microbial quality control procedures on the many products the plant manufactured. We produced fluid milk, cottage cheese, sour cream, whipping cream, half-and-half, single serving dairy creamers, a flavored shake product, orange juice, and flavored novelty beverages for kids. We packaged under our brand as well as for other brands.
People are very particular about their milk. Chunky milk sets off alarm bells for most of us. Many people dump their milk at the expiration date. Unless the milk has been allowed to warm up to room temperature or it has been contaminated, it should be good for another week. The expiration date is when the producer’s guarantee of freshness expires, not when it will go bad. Encountering pathogens in milk is comparatively rare these days.
The input of milk to the plant was in the form of raw milk straight from the farms by way of shiny stainless steel tanker trucks. We would receive 2-3 6000 gallon tankers per day. If we rejected a tanker, there always seemed to be another plant nearby that would take it. Rejections, which were few, were usually due to off-flavors picked up from the farm or it was high in coliforms.
Before the milk was unloaded it had to be tested. First, the receiving operator would insert an agitator into the tanker manway and stir the raw milk to mix the cream back into the milk. He would then use a stainless steel dipper and pull out a sample for the first tests. The temperature of the tank load would be taken, then the sample would be thermostatted to a specified temperature. At this point he would take a mouth full and approve it for taste and odor. This is called an organoleptic, or taste, test. He claimed to be able to detect the odor or taste of the cow (cowy), the barn (barny), grass (grassy), and certain weeds (weedy) in the cows diet. I have never been an enthusiastic milk drinker and having an aversion to tasting raw milk, I never took the opportunity to verify these flavors.
A twirl pack. Image from the interwebs.
He would then place a sample in a twirl pack, label it and send it to the lab for approval. There were several tests it had to pass before approval could be made. The % solids had to be above a particular value. To do this test, we would pipette a specified volume of raw milk onto an absorbent fiberglass pad and cover it with another. Then into the microwave it goes. The microwave had a built-in electronic balance so it would readout the % solids directly after drying. This is done to detect shipments that had been diluted with water. Milk was bought and sold by the pound or hundred weight and it was not unknown for farmers in the past to “extend” the weight of their milk production with water.
The pH of the milk was taken as a cross check to be sure that fermentation wasn’t underway. When milk ferments, it gradually becomes more acidic and will keep going until the acid inhibits further growth. In days past it was not unknown for farmers to neutralize fermenting milk with NaOH or some other base. While this could put the pH back where it should be, it would affect the % solids and the flavor. It was a trick of last resort.
The raw milk sample was also tested for beta-lactam antibiotics by two methods before approving the tanker. Cows were prone to getting mastitis from an aggressive milking schedule. Excessive dosing of dairy cattle with antibiotics to get them back into production could lead to antibiotics showing up in the milk. The state regulators watched this closely.
We used a standard disk assay method looking for inhibition in the growth of bacillus stearothermophilus spores suspended in agar growth media (it has been renamed Geobacillus). A small disk of filter paper wetted with a milk sample was placed on a petri dish of B. stearothermophilus spores in agar was warmed for 3-4 hours at 50 to 60 C. A positive result would appear as an inhibition ring around the disk indicating suppressed microbial growth. This was always compared with a disk spiked with a standard. A positive result would be recorded if the inhibition ring around the sample was larger than the ring around the standard. This test took a bit of time so it was used mainly as a cross check for the “Charm” test.
A faster test for beta-lactam antibiotics was the Charm test. This test used a radiolabeled reagent that would indicate the presence of beta-lactam antibiotics in a test sample. The sample was placed on a planchet which was heated to dryness and then put in a radiation counter for a set period of time. The turnaround time was ~15-20 minutes. This allowed for faster approval. From a Google search, it doesn’t appear that this version of a Charm test is now in service. It appears that a test strip can be used instead.
In the dairy business the fat content of milk is very important. It is a milk component that can be isolated and used to produce high margin products like ice cream, novelties, whipping cream, coffee cream and half-and-half. Every day there is a milk fat budget that you must work within. Regular drinking milk, sometimes called fluid milk, is graded into fat content categories. There is 0.5 %, 1 %, 2 %, and what we referred to as “homo”, referring to homogenized, regular 4 %. All of the fluid milk is homogenized.
Once the raw milk is approved, it must be altered in a few ways to make it shelf stable and presentable. The more equipment milk passes through, the more chance there is to give it an off-flavor. It is homogenized to produce a uniform, stable dispersion. This prevents the milk from separating on storage to form a cream layer on top. Many people like having the cream separate from the milk, however.
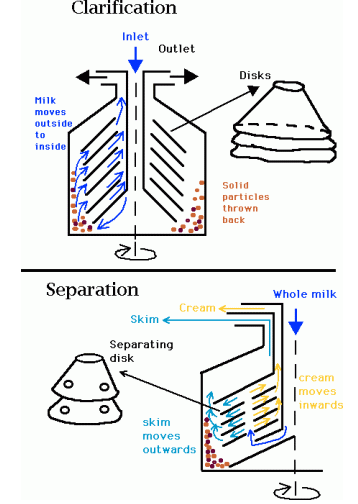
Early in the processing is the centrifugation step. Our plant had a centrifuge (“separator”) that would separate any solids present in the raw milk The centrifuge consisted of a stack of spinning conical plates that separated the cream as well as any solids present. The solids included cow hair, cellular matter, and dirt- stuff that you don’t want to dwell on. The fat content of milk skimmed in this way could be precisely controlled and operated on a continuous basis.
From the manufacturing point of view, processing and packaging an inhomogeneous mixture is a quality control problem. First, a continuous flow process works better if the composition of the material is uniform. Making sure that every customer gets their fair share of quality, creamy milk is important for making happy customers. Second, if the fluid milk composition is variable over time, it is hard to guarantee that you will recover enough of the valuable cream you want to divert for other products yet produce consistent fluid milk. In milk processing, consistency is everything.
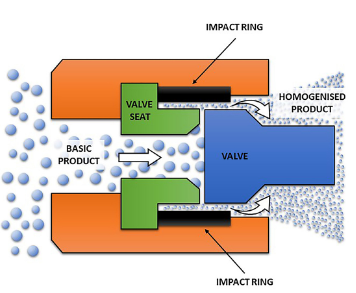
Homogenization of milk can be done in a couple of ways, but they all share the process of shearing a 2-phase liquid. A jet of milk can be aimed at a stationary plate. The shear in the fluid at impact can break up the fat globules into a smaller size to give a stable suspension. The more popular method is to apply shear by forcing the milk through very small openings at high pressure. Shearing a liquid is a stretching action on a parcel of the fat leading to dispersal of the fat globules into smaller droplets and better dispersion.
At some point milk producers discovered that there was a market for low fat milk. Producers were happy to expand into this market because it would bring diet-conscious customers back into consuming fluid milk. Milk was commoditized long ago so there are many competitors out there grasping for your dairy dollars. For producers, low fat milk is an opportunity to direct excess dairy fat into more profitable products while keeping the volume in fluid milk sales up. A steady flow of commodity product is always a good thing for a business.
In production, milk fat content is something that has to be carefully managed. X pounds of dairy fat come into the plant every day and X (minus losses) pounds go out as product. You want to produce as much high margin, high-fat product as possible but you must also stay competitive in the fluid milk business. Commodity fluid milk keeps stable cash flow and your valuable shelf space in the supermarkets.
When the tankers come in at 4:00 am you want to get a fat content for the accountants and the plant managers. We paid for raw milk on the basis of fat content and weight. The standard fat test method we used was a volumetric test called the Gerber method. We would combine a standard volume of milk with butanol and fairly concentrated sulfuric acid in a Babcock bottle and heat it. We would then spin it in a centrifuge to separate the fat layer from the acidic layer. The fat would rise into the calibrated neck of the flask where we would directly read off the value using a caliper. The butanol helped to clarify the fat layer.
On occasion the plant’s fat budget would get misaligned and milk fat (cream) would have to be tanked in from elsewhere.
The plant produced about 1 million small dairy creamer cups per month that are for a single portion of coffee. The creamer fat % was determined for the batch, not individually. Samples were, however, individually tested for bacteria and taste and taken every 15 minutes.
We produced sour cream using active cultures for fermentation. We packaged sour cream as well as several flavors of potato chip dip. Chip dip is just sour cream flavored with solid spices. It is interesting to note that active bacterial cultures can become infected and die from a virus called a bacteriophage or just “phage“. Having a phage rampaging through your fermentation and packaging operation is a serious problem. You must shut everything down, maybe dispose of your raw materials and the latest product lots, and then hit everything with bleach and scrubbing and then restart with close attention.
We produced whipping cream and half-and-half. The whipping cream was produced as a heavy whip with about 36 % fat. Half-and-half was around 12 % fat. These two products were sold as sterile products meaning that they were, unlike fluid milk, completely free of bacteria. More on that in a bit.
Pasteurization of milk was an important improvement that dramatically improved the shelf-life of dairy products as well as reducing the incidence of milk-borne infection. In times past, milk-born illness was a serious problem. Today it is only greatly attenuated, not eliminated. Milk is an excellent growth medium for microorganisms like bacteria, yeasts and molds. There is water, fats, proteins and sugars. The udders of a cow are low to the ground and back where the manure comes from. Contamination of the udders is a given. Good sanitation from the udders to the consumer must be in place at all times.
Back then, the word was that it took about 2000 bacteria per milliliter to cause an off-flavor. However I cannot verify this.
The trick to milk processing is to avoid contaminating it during manufacture and packaging. Bacteria, yeasts and mold spores are in the air and everywhere else. We assayed for general microbial contamination and specifically for E. coli. The general assay was for the general hygiene of the plant and raw milk. The E. coli testing was used to gauge the microbial contamination from the operators. Humans harbor coliforms naturally in the gut. We live with them in harmony. They crowd out pathogenic bacteria for us and in turn we feed them. However, if our personal hygiene habits are poor, coliforms will show up in the product. The hands are the usual source of contamination. It must be understood that not all coliforms are pathogenic. Occasionally a pathogenic strain shows up and spreads around, making people very sick or worse. Unfortunately, these bad strains are only discovered after people start getting sick. So, as a kind of canary in the coal mine, coliform tests are used to measure the processing hygiene of the process.
The state health department was always very interested in coliform contamination. They would collect dairy products from the supermarket and test them for coliforms. A bad result would immediately cause the heat to be turned up on the plant managers. It was infrequent but taken very seriously. It usually pertained to cottage cheese. Cutting and collecting the curds was a manual operation, though the operators always wore gloves. The health department could embargo a plant’s output from the market for repeat offenses.
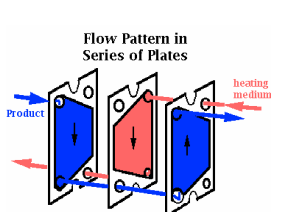
In common use is the HTST, High Temperature Short Time, method of pasteurization. HTST involves a short contact time of fluid milk with a moderately “high” temperature surface. This was done in a “press” which was a horizontal stack of alternating plates through which a heat transfer liquid and fluid milk would pass. The plates were compressed with a screw device holding them together under pressure- a press.
Be sure to understand that pasteurization does not equal sterilization. There is pasteurization and there is ultra-pasteurization. The first is an attenuation of the microbial load. The second refers to sterilization from ultra-high temperature, UHT, processing. In the case of American fluid milk, the kind that requires refrigeration, it is attenuated only. It is not sterile. This milk is usually good for 1 week past the expiration date if it has been constantly refrigerated. If it has been warmed to room temperature, then it is good for about 1 day, give or take. When a bacteria culture grows, the population rises slowly for a short time and then ramps into what is called the log phase (logarithmic growth). The population of bacteria grows via binary fission which is exponential growth. This situation leads to spoilage.
Milk and other dairy products that do not require refrigeration have been ultra-pasteurized by UHT. This is a bit delicate because too much contact time could lead to caramelization of the milk. These products should be sterile and an unopened container should have a long shelf-life at room temperature. Once the container is open and exposed to anything external it is subject to microbial growth.
The automated packaging equipment would spray in a small shot of concentrated hydrogen peroxide (~35 %) into the empty packages in an effort to cut down on microbial contamination just prior to the filling stage. Hydrogen peroxide is unstable in milk and decomposes quickly. Unfortunately, some bacteria have catalase which rapidly decomposes hydrogen peroxide into oxygen and water, thereby making them resistant to the sanitizing effect of the peroxide. Some bacteria, like Pseudomonas aeruginosa, are resistant to hydrogen peroxide.
On one occasion we encountered agar plates from a fluid milk sample that became green after the normal incubation. We had never seen this before. I opened a dish and took a whiff. It was fruity smelling. Since I had taken microbiology as an elective as an undergrad (chem major) I was aware that Pseudomonas aeruginosa was famous for its fruity smell, but cultures of it were blue. I performed a catalase test by pouring some hydrogen peroxide on the plate and the peroxide immediately began to fizz- positive result. This was consistent with P. aeruginosa. But why was the plate green? Well, when you have a bacterium that produces blue colonies in a yellow agar medium, you get green. Presto, we identified it. We dumped the lot and cleaned the equipment and never saw it again.
Our ultra-pasteurized products were sampled by taking packaged milk off the packaging line every 20 minutes and putting it into a 90 F hotbox for 48 hours. After the time was up we opened each container and put a sterilized loop into it and inoculated an agar plate. Then the containers were each tasted by the lab tech (me) for any off flavors. Most samples passed both the microbial and the taste testing. Usually there were several in the 4 or 5 milk crates that were bad. I’ve never been a big fan of milk when even it is cold, so this warm milk at the end of its shelf life was no picnic. We would open a carton, take a swig and hold it long enough to pick up the taste, then spit it into the sink, holding back the gag reflex all the while. We tended to do this rapidly to get it over with, but in doing so we would occasionally get a mouthful of sour milk with chunks or just whey. Both would be carbonated and tangy from fermentation and sometimes show stormy fermentation. It was gross and disgusting. Heavy whip that was clean would sometimes be surreptitiously churned into butter by a certain lab tech who was eventually caught and fired. He was handing it out to folks in his church. Management said it was a case of a dairy product of unknown quality leaving the plant. Yeah, Ok.
UHT fluid milk stored at room temperature is popular in Europe and a few other countries but not so much in the US. I guess we’re just squeamish about milk here. I know I am.
Our plant also produced cottage cheese. No big mystery here. We filled a rectangular vat with warmed skim milk and added a mixture of weak acids to it. I recall that the curdling acids was a mix of phosphoric and lactic acids. This method was known as “direct set.” After a short time the milk curdled with the white curd floating as a solid mass in the yellowish whey. The operators would use a multibladed knife the cut the curds into cube shaped chunks. Then the whey was discarded into the sanitary sewer and the curds were washed and loaded into a machine for packaging. Most cottage cheese was blended with a salted cream to give it a creamy texture. Some of the curds were packaged as “dry curds”.
For a long time the plant would send the whey from the cottage cheese process down the sanitary sewer. Then one day we were given a very large sewer bill. It had jumped from $2,000 to about $26,000 per month. You could hear a clattering noise from all of the bricks the accountants were shi**ing. The giant invoice was for all of the biological oxygen demand (BOD) that our whey was actually consuming at the sewage treatment plant. The folks at the treatment plant had been noticing that the BOD of the sewage going into the plant had been swinging around but couldn’t figure it out. Then one day they noticed that the problem popped up when they saw cheese curds floating in with the waste. They connected the curds and presented us with a hefty bill for the plant capacity we were consuming by dumping whey down the drain. Soon thereafter we sold the whey to hog farmers. Whey has a few percent of protein content. The farmers were happy but we never heard what the pigs thought.
Finally, we had a juice packaging operation. We produced orange juice and a small portioned flavored beverage that went by some childish name. We bought orange juice concentrate in 55 gallon drums and would just dump it into a mixing vat and dilute it to spec. Easy peasy. It would then go to packaging in the isolated juice room. Same with the other beverage. I think we had more contamination issues with the juice than anything else. The juice was especially prone to going off from yeasts and molds. There was usually gas generated that would bulge the containers. This became a serious shelf-life issue when it happened. Instead of bleach they cleaned the juice room with quaternary ammonium based cleaning agents (“quats”). I think we mistakenly thought that the contamination came from us. It could have been spores riding along with the concentrate. We never tested for that.
We had a large, chilled warehouse held at 38 F for storing product. We also had a cold box at -40 F for warehousing ice cream from another plant. The plant was also a distribution center. The chiller plant used ammonia. When it needed maintenance, it was critical to get a reefer guy who would work on ammonia systems. Not everyone will do this.
I learned a bunch and grew from doing this work. I don’t think I’ll go back though.
While cockeyed optimists are working toward a new age of electric vehicles in the glare of an admiring public, I find myself standing off to the side mired in skepticism. What are the long-term consequences of large-scale electrification of transportation?
The industrial revolution as we in the west see it began as early as 1760 and continues through today. Outwardly it bears some resemblance to an expanding foam. A foam consists of a large number of conjoined bubbles, each representing some economic activity in the form of a product or service. A business or product hits the market and commonly grows along a sigmoidal curve. Over time across the world the mass of growing bubbles expand collectively as the population grows and technology advances. Bubbles initiate, grow and sometimes collapse or merge as consolidation and new generations of technology come along and obsolescence takes its toll.
The generation of great wealth often builds from the initiation of a bubble. The invention of the steam engine, the Bessemer process for the production of steel, the introduction of kerosene replacing whale oil, the Haber process for the production of ammonia and explosives, and thousands of other fundamental innovations to the industrial economy played part in the growing the present mass of economic bubbles worldwide.
After years of simmering on the back burner, electric automobile demand has finally taken off with help from Tesla’s electric cars. Today, electric vehicles are part of a bubble that is still in the early days of growth. The early speculators in the field stand the best chance of winning big market share. A major contribution to this development is the recent availability of cheap, energy dense lithium-ion batteries.
Of all of the metals in the periodic table, lithium is the lightest and has the greatest standard Li+/Li reduction potential at -3.045 volts. The large electrode potential and the high specific energy capacity of Lithium (3.86 Ah/gram) makes lithium an ideal anode material. Recall from basic high school electricity that DC power = volts x amps. Higher voltage and/or higher amperage gives higher power (energy per second). Of all the metals, lithium has the highest reduction potential (volts).
Rechargeable lithium batteries have high mass and volume energy density which is a distinct advantage for powering portable devices including vehicles. Progress in the development of lithium-ion batteries was worth a Nobel Prize in 2019 for John B. Goodenough, M. Stanley Whittingham and Akira Yoshino.
All of this happy talk of a lithium-powered rechargeable future should be cause for celebration, right? New deposits of lithium are being discovered and exploited worldwide. But cobalt? Not so much. Alternatives to LiCoO2 batteries are being explored enthusiastically with some emphasis on alternatives to cobalt. But, the clock is ticking. The more infrastructure and sales being built around cobalt-containing batteries, the harder it will become for alternatives to come into use.
One of the consequences of increasing demand for lithium in the energy marketplace is the effect on the price and availability of industrial lithium chemicals. In particular, organolithium products. The chemical industry is already seeing sharp price increases for these materials. For those in the organic chemicals domain like pharmaceuticals and organic specialty chemicals, common alkyllithium products like methyllithium and butyllithium are driven by lithium prices and are already seeing steep price increases.
Is it just background inflation or is burgeoning lithium demand driving it? Both I’d say. Potentially worse is the effect on manufacturers of organolithium products. Will they stay in the organolithium business, at least in the US, or switch to energy-related products? It is my guess that there will always be suppliers for organolithium demand in chemical processing.
A concern with increasing lithium demand has to do with recycling of lithium and perhaps cobalt. Hopefully there are people working on this with an eye to scale up soon. A rechargeable battery contains a dog’s lunch of chemical substances, not all of which may be economically recoverable to specification for reuse. In general, chemical processes can be devised to recover and purify components. But, the costs of achieving the desired specification may price it out of the market. With lithium recovery, in general the lithium in a recovery process must be taken to the point where it is an actual raw material for battery use and meets the specifications. Mines often produce lithium carbonate or lithium hydroxide as their output. Li2CO3 is convenient because it precipitates from aqueous mixtures. It must also be price competitive with “virgin” lithium raw materials as well.
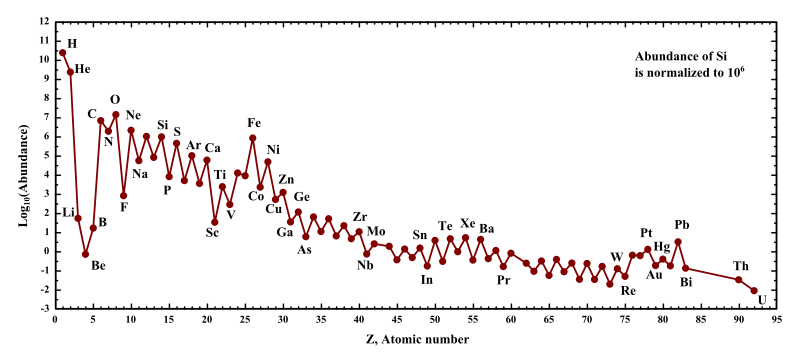
Lithium ranks 33rd in terrestrial abundance and less than that in cosmic abundance. Unlike some other elements like iron, lithium nuclei formed are rapidly destroyed in stars throughout their life cycle. Lithium nuclei are just too delicate to survive stellar interiors. The big bang is thought to have produced a small amount of primordial lithium-7. Most lithium seems to form during spallation reactions when galactic cosmic rays collide with interstellar carbon, nitrogen and oxygen (CNO) nuclei and are split apart from high energy collisions yielding lithium, beryllium and boron- LiBeB. All three elements of LiBeB are cosmically scarce as shown on the chart below.
Lithium is found chiefly in two forms geologically. One is in granite pegmatite formations such as the pyroxene mineral spodumene, or lithium aluminum inosilicate, LiAl(SiO3)2. This lithium mineral is obtained through hard rock mining in a few locations globally, chiefly Australia.
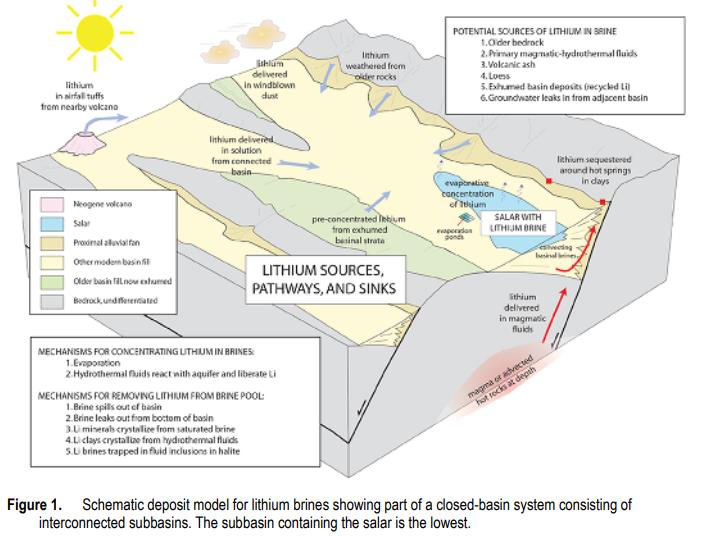
Source: “A Preliminary Deposit Model for Lithium Brines,” Dwight Bradley, LeeAnn Munk, Hillary Jochens, Scott Hynek, and Keith Labay, US Geological Survey, Open-File Report 2013–1006, https://pubs.usgs.gov/of/2013/1006/OF13-1006.pdf
Chemical Definition: Salt; an ionic compound; A salt consists of the positive ion (cation) of a base and the negative ion (anion) of an acid. The word “salt” is a large category of substances, but for maximum confusion it also refers to a specific compound, NaCl or common table salt. In this post the word refers to the category of ionic compounds.
The other source category is lithium-enriched brines. The US Geological Survey has proposed a geological model for brine or salt deposition. According to Bradley, et al.,
“All producing lithium brine deposits share a number of first-order characteristics: (1) arid climate; (2) closed basin containing a laya or salar; (3) tectonically driven subsidence; (4) associated igneous or geothermal activity; (5) suitable lithium source-rocks; 6) one or more adequate aquifers; and (7) sufficient time to concentrate a brine.”
Lithium and other soluble metal species are extracted from underground source rock by hot, high pressure hydrothermal fluids and eventually end up in subsurface, in underwater brine pools or on the surface as a salt lake or a salt flat or salar. These deposits commonly accumulate in isolated locations that have prevented drainage. An excellent summary of salt deposits can be found here.
Critical to any kind of mineral mining is the definition of an economic deposit. The size of an economic deposit varies with the market value of the mineral, meaning that as the value per ton of ore increases, the extent of the economic deposit may increase to include less concentrated ore. If you want to invest in a mine, it is good to understand this. A good opportunity may vanish if the market price of the mineral or metal drops below the profit objectives. Hopefully this happens before investment dollars are spent digging dirt.
Lithium mining seems to be a reasonably safe investment given the anticipated demand growth unless страшный товарищ путины invasion of Ukraine lets the nuclear genie out of the bottle.
Just for fun, there is an old joke about the definition of a mine-
Mine; noun, a hole in the ground with a liar standing at the top.
According to an article in The Hill, the organization Physicians for Social Responsibility published a detailed report on the state of PFAS usage in oil and gas drilling operations including fracking. Note that many if not most states allow drillers to claim that the components of their drilling fluids are a trade secret and exempt from public disclosure. The quantities mentioned in the report are astoundingly large in magnitude. They report that “between 2013 and 2022, drilling operations have injected at least 261 New Mexico wells with 9,000 pounds of per- and polyfluoroalkyl substances (PFAS) for use in fracking,” Further, the article states that “During the same period, oil and gas companies injected more than 8,200 wells with a total of 243 million pounds of fracking chemicals — likely including PFAS — kept undisclosed due to “trade secret shields,” per the report.“
[Note: A reader rightly pointed out that 9000 lbs divided by 261 wells works out to only 34 lbs/well in New Mexico. My thinking was that adding PFAS release to an untenable situation where oil & gas operate under loose environmental constraints already was a step too far. The aforementioned 243 million lbs of fracking chemicals gives no indication of how much, if any, PFAS is included. I understand why additives are blended in with drilling fluids and there are many strong technical and economic reasons for it. There must be boundaries on how much pollution we produce- even with oil & gas production.]
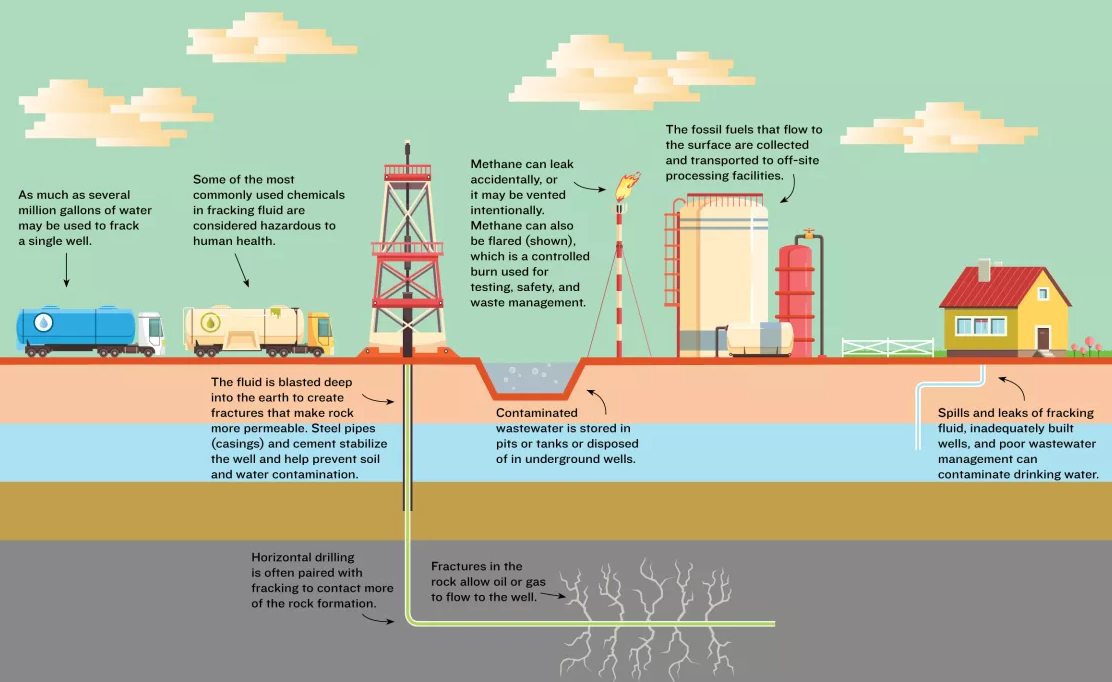
Fracking involves the injection of water, sand and certain chemicals at high pressure to fracture and prop open fissures produced in the formation for increased recovery of oil and gas. This is not a new technique. However, the oil and gas industry has seen to it that they can enjoy trade secrecy and immunity from much regulatory oversight while engaging in their operations. Their injection of chemicals into the ground has been subject to precious little oversight in terms of what and how much they can/should pump into the ground. Underground there is no air oxidation, weathering or photodegradation to break down the substances they pump into the ground. The immediate threat may be nil, but over the upcoming centuries, our descendants may drill into groundwater formations that have been contaminated by earlier petroleum operations. We should tread easily being mindful of our future civilization.
This blatant side-stepping of transparency by oil & gas is made possible through lobbying the local, state and federal government. If they get any push back, they drag out the old saw about jobs, jobs, jobs. No official, elected or appointed, wants to be seen acting against jobs. So, all manner of dubious ideas go forward with the blessing of our officials. We citizens fail to vote in sensible regulation because jobs, jobs, jobs. It doesn’t matter that jobs in oil & gas are famously in the feast or famine category, oil & gas companies always get their way.
Everyday I drive by unmanned oil tank batteries silently doing their automated jobs. The work force is reduced to truck drivers or supervisors visiting only periodically. The roughnecks and the crew who laid the pipes are long gone. At work I frequently train new employees who have left oil & gas because it was too unsteady.
Recently a few states have signed legislation to ban products containing forever chemicals within their state. No mention of well injection chemicals, but at least this is a start.